When fouling becomes visible, the instinctive response is simple:
Clean the exchanger.
Cleaning restores performance, reduces energy consumption, and relieves operational stress. But cleaning also requires:
- downtime,
- manpower,
- mechanical intervention,
- production loss.
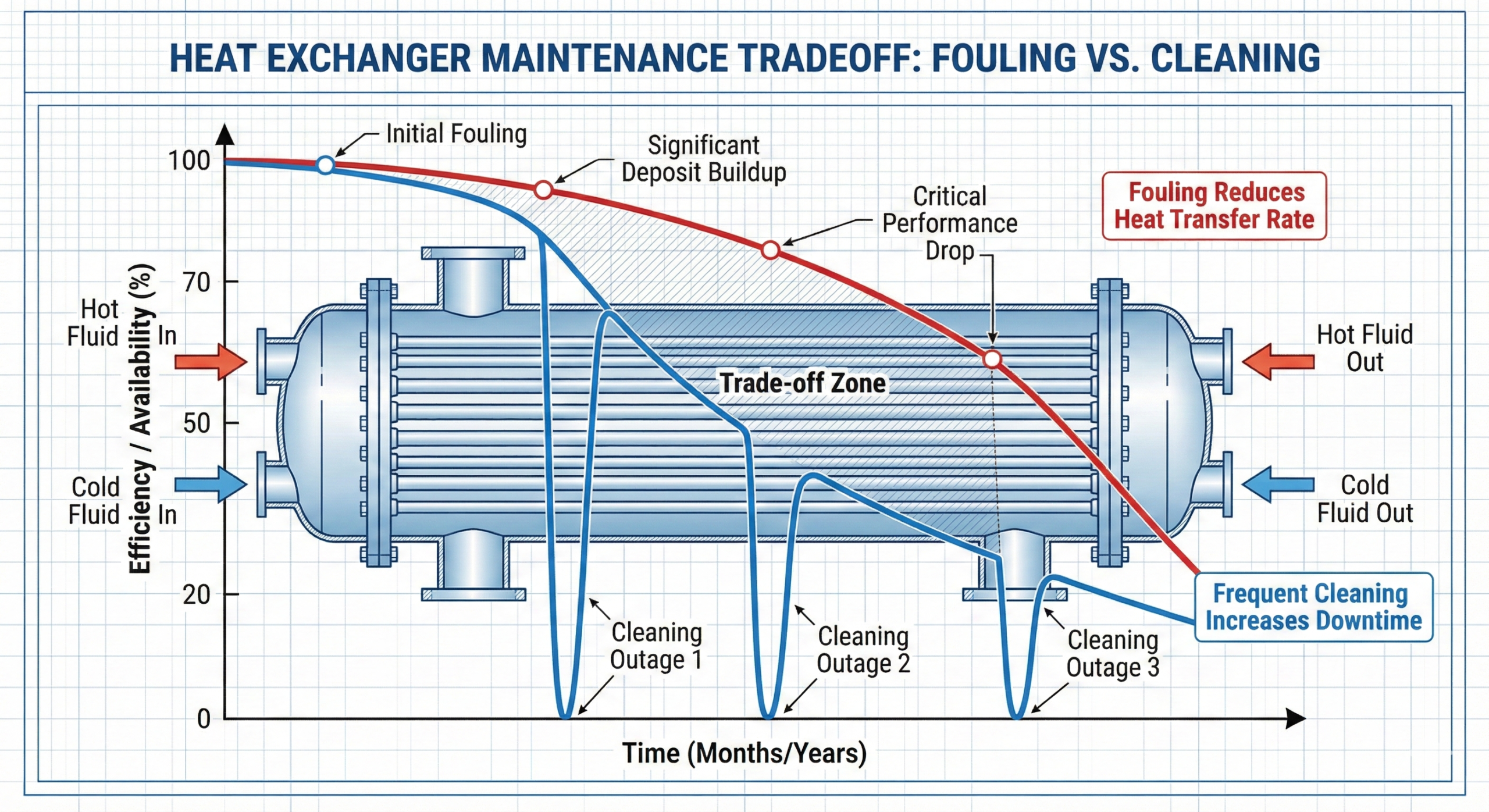
This creates a fundamental trade-off:
Clean too late → performance, energy, and control suffer
Clean too often → availability, reliability, and equipment life suffer
This article explains why cleaning frequency is not a maintenance decision alone, but a strategic balance between thermal performance and plant availability.
Table of Contents
Cleaning Is Not Free — Even When It “Works”
Cleaning is often justified because:
- duty is restored,
- temperatures return to normal,
- operators feel relief.
What is less visible is the cost:
- lost production during shutdown,
- startup inefficiency,
- mechanical wear,
- risk of damage or leaks.
Each cleaning resets performance — but also consumes availability.
Plants that clean reactively often underestimate this hidden cost.
Fouling Degrades Performance Gradually — Cleaning Restores It Suddenly
Fouling builds slowly and quietly.
Cleaning restores performance abruptly.
This contrast creates the illusion that cleaning is the only effective solution.
In reality:
- fouling growth is predictable,
- degradation follows recognizable patterns,
- cleaning timing determines economic outcome.
The question is not whether to clean.
It is when.
Why Cleaning Too Late Is Dangerous
Delaying cleaning beyond a reasonable point causes:
- high energy consumption,
- tight control margins,
- risk of sudden capacity loss,
- stress on equipment.
Late cleaning often becomes:
- emergency-driven,
- poorly planned,
- rushed.
Emergency cleaning maximizes:
- downtime,
- safety risk,
- collateral damage.
Plants that wait until failure clean at the worst possible time.
Why Cleaning Too Often Is Also Harmful
Over-cleaning creates a different set of problems.
Frequent cleaning:
- reduces availability,
- increases mechanical wear,
- accelerates gasket failure,
- damages tube surfaces,
- increases corrosion risk.
Each intervention slightly degrades the exchanger.
Over time:
- fouling returns faster,
- performance recovery declines,
- cleaning intervals shorten.
This creates a self-reinforcing cycle of degradation.
Cleaning Frequency Should Be an Economic Decision
The optimal cleaning interval is rarely:
- “as soon as fouling appears,” or
- “only when duty is lost.”
It lies where:
- the cost of energy loss from fouling,
- equals the cost of downtime and cleaning.
Before this point:
- cleaning is premature.
After this point: - cleaning becomes expensive.
This balance is economic — not emotional.
Fouling Consumes Margin Before It Reduces Throughput
One reason cleaning timing is misunderstood is that fouling:
- first consumes driving force margin,
- increases utility usage,
- tightens control.
Throughput is affected much later.
Plants focused only on production delay cleaning because:
- capacity still appears intact.
Meanwhile:
- energy costs rise,
- operability degrades,
- risk accumulates.
Cleaning should be triggered by margin loss, not by throughput loss.
Availability Is More Than Time Online
Availability is often measured as:
- percentage of time equipment is running.
In reality, availability also includes:
- quality of operation,
- stability of control,
- flexibility to handle disturbances.
An exchanger that runs continuously but:
- consumes excessive utilities,
- requires constant operator attention,
- limits throughput flexibility,
is not truly available.
Cleaning decisions must consider operational availability, not just uptime.
How Plants Fall into the Over-Cleaning Trap
Plants often over-clean because:
- fouling is blamed for every performance issue,
- cleaning provides immediate visible improvement,
- long-term damage is subtle.
Without tracking:
- temperature approach trends,
- energy per unit duty,
- inferred U degradation,
cleaning becomes the default solution.
The exchanger becomes a maintenance burden rather than a stable asset.
Why Fouling Margin Exists — and Why Cleaning Should Respect It
Design fouling margin exists to:
- allow operation with reasonable fouling,
- avoid constant cleaning,
- preserve availability.
Cleaning too frequently:
- ignores this margin,
- treats any fouling as unacceptable,
- wastes the buffer designers intentionally provided.
Cleaning too late:
- exhausts the margin,
- forces emergency action.
The optimal cleaning point lies within the fouling margin, not at its extremes.
Planned Cleaning vs Forced Cleaning
There is a critical difference between:
- planned cleaning, and
- forced cleaning.
Planned cleaning:
- is scheduled,
- coordinated with outages,
- minimizes lost production.
Forced cleaning:
- is reactive,
- disrupts schedules,
- increases cost and risk.
Cleaning frequency decisions determine which category dominates.
Owner Perspective: Availability Is a Financial Variable
From an ownership standpoint, cleaning frequency affects:
- annual production,
- energy cost,
- maintenance budget,
- asset life.
Over-cleaning:
- looks proactive,
- but erodes availability and increases lifecycle cost.
Under-cleaning:
- delays cost,
- but amplifies risk and emergency loss.
Owners benefit most when cleaning is:
- data-informed,
- economically optimized,
- aligned with long-term asset health.
Final Perspective
Cleaning restores heat transfer — but it also consumes availability.
Cleaning too late sacrifices performance.
Cleaning too often sacrifices reliability.
The right cleaning frequency is not defined by cleanliness.
It is defined by economics, margin, and risk.
Plants that understand the cleaning frequency vs availability trade-off stop reacting to fouling — and start managing it.
That shift is one of the clearest signs of a mature, well-run process plant.

A practicing chemical engineer with 17+ years of experience in process design, project execution, commissioning, and plant operations. Focused on practical engineering judgment beyond textbook explanations.