When a heat exchanger fails to meet duty, two solutions are usually proposed:
- Improve U, or
- Increase area
On paper, both appear equivalent.
In real plants, they are not.
Again and again, operating experience shows the same pattern:
Attempts to improve U give short-lived or marginal benefits.
Increasing area delivers durable, predictable improvement.
This article explains why increasing heat transfer area is usually the more reliable solution, and why chasing higher U values often leads to instability, damage, or disappointment.
Table of Contents
U Is Difficult to Control — Area Is Not
The most fundamental difference between U and area is controllability.
- Area is fixed, physical, and permanent once installed.
- U is conditional, variable, and dependent on many interacting factors.
Area does not change with:
- flow regime,
- fouling,
- temperature,
- fluid properties.
U changes with all of them.
Design strategies that rely on variables they cannot control tend to fail in plants.
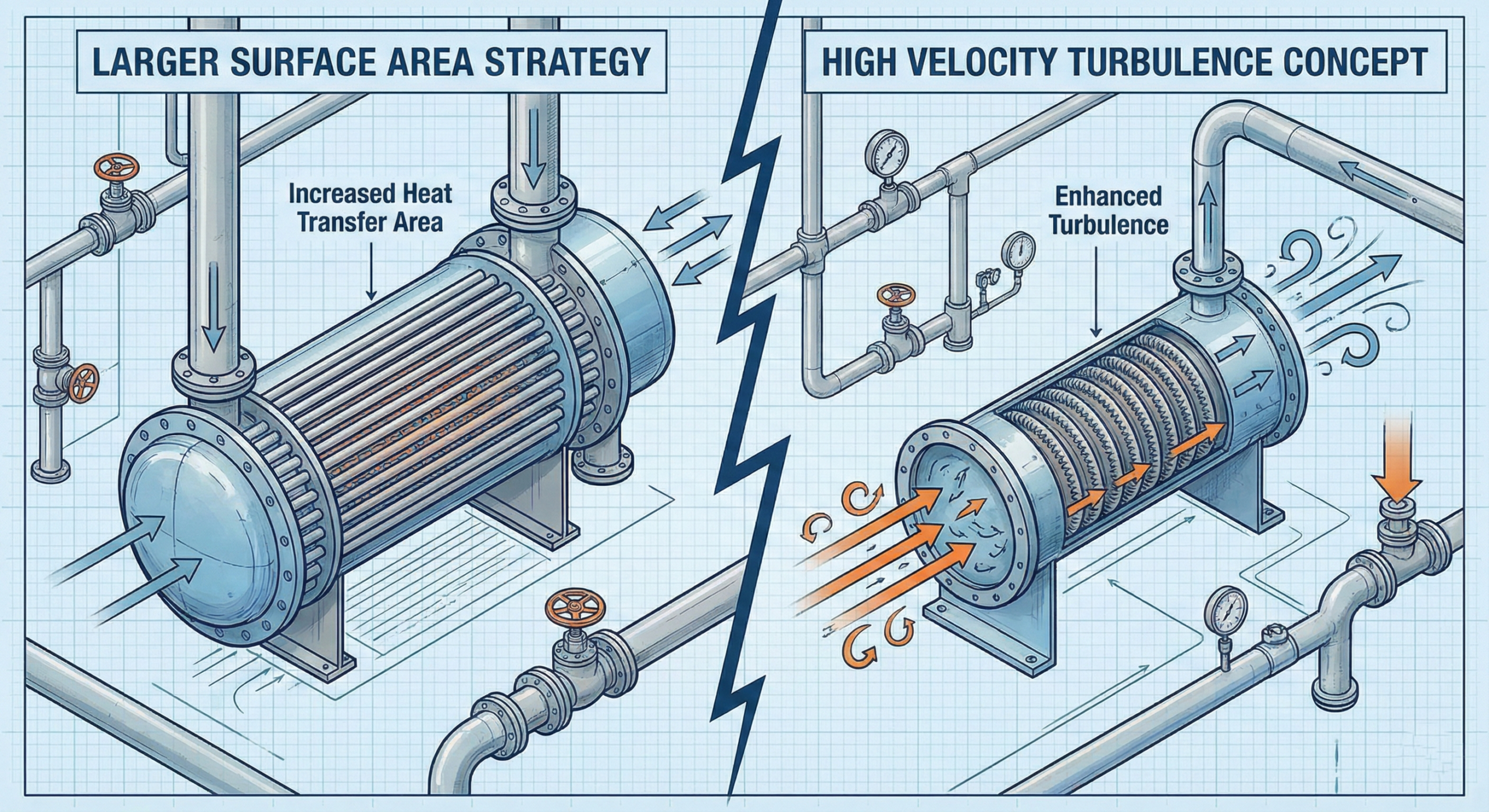
Improving U Usually Means Forcing the System
Most attempts to “improve U” involve:
- increasing velocity,
- increasing turbulence,
- raising temperature,
- pushing utilities harder.
These actions may increase U temporarily, but they introduce new problems.
Common consequences include:
- excessive pressure drop,
- erosion and vibration,
- accelerated fouling,
- unstable temperature control,
- mechanical damage.
The exchanger may transfer more heat — briefly — but at the cost of reliability.
Area Improves Performance Without Stressing the System
Increasing area improves heat transfer without forcing any operating variable.
With more area:
- the same duty can be achieved at lower heat flux,
- lower temperature driving force is sufficient,
- fouling tolerance improves,
- control becomes smoother.
Area works quietly and passively.
It does not demand higher velocity, tighter control, or harsher conditions.
U Improvements Are Often Local and Fragile
When U is increased by:
- raising velocity,
- inducing turbulence,
the improvement is often:
- localized,
- sensitive to small disturbances,
- lost quickly as fouling develops.
A thin fouling layer can erase months of U “improvement.”
Area, by contrast:
- distributes heat transfer over more surface,
- reduces sensitivity to local degradation,
- maintains performance even as fouling grows.
Fouling Always Wins Against U
Fouling is inevitable in real plants.
As fouling builds:
- resistance increases,
- U declines,
- any U-focused improvement disappears.
Designs that depend on maintaining high U:
- require frequent cleaning,
- suffer rapid margin loss,
- operate near limits.
Designs with generous area:
- absorb fouling gracefully,
- maintain duty longer,
- shift cleaning decisions from emergency to economics.
Area does not prevent fouling — it dilutes its impact.
Area Reduces Sensitivity to Operating Variability
Plants rarely operate at steady design conditions.
They experience:
- load changes,
- seasonal temperature variation,
- feed variability,
- partial operation.
U is highly sensitive to these changes.
Area is not.
With sufficient area:
- duty is met over a wider operating envelope,
- control remains stable,
- operators have flexibility.
This flexibility is often more valuable than peak efficiency.
Why “High U” Designs Age Poorly
Designs optimized for high U typically:
- minimize area,
- operate at high heat flux,
- rely on ideal flow distribution.
As equipment ages:
- surfaces roughen,
- maldistribution worsens,
- fouling accelerates.
Performance collapses quickly because there is no buffer.
Designs with more area age better because:
- heat flux is lower,
- fouling grows slower,
- degradation is gradual, not sudden.
Increasing Area Improves Temperature Profiles
Area does more than increase total capacity.
It also:
- spreads heat transfer along the length,
- reduces peak heat flux,
- softens temperature gradients.
This leads to:
- lower metal temperatures,
- reduced thermal stress,
- improved mechanical life.
U improvements often increase peak heat flux instead — exactly the opposite effect.
Control Stability Improves With Area, Not With U
Exchangers operating near their thermal limit exhibit:
- high controller gain,
- oscillations,
- sensitivity to disturbances.
Adding area:
- restores driving force margin,
- reduces control aggressiveness,
- stabilizes operation.
Trying to improve U rarely fixes control issues because it does not restore margin — it merely shifts resistance temporarily.
Economic Reality: Area Is Capital, U Is Hope
From a financial standpoint:
- Increasing area costs capital once.
- Improving U often costs:
- higher energy,
- higher maintenance,
- higher downtime,
- repeated intervention.
Over the life of the exchanger:
- area is usually cheaper,
- U-chasing is usually more expensive.
Plants pay repeatedly for optimism.
They pay once for robustness.
Why Designers Still Chase U
Improving U is attractive because:
- it reduces exchanger size on paper,
- it lowers apparent capital cost,
- it simplifies layouts.
But these savings are often recovered many times over in:
- energy waste,
- maintenance cost,
- production loss.
Short-term savings become long-term penalties.
When Improving U Does Make Sense
Improving U is justified when:
- fouling is genuinely minimal,
- flow distribution is excellent,
- pressure drop margin exists,
- long-term operation is stable.
These cases are exceptions, not the rule.
Even then, experienced engineers still prefer modest U improvement combined with adequate area.
Owner Perspective: Why Area Protects Investment
From an ownership standpoint, increasing area:
- improves reliability,
- reduces unplanned shutdowns,
- lowers lifecycle cost,
- protects production.
Chasing U:
- increases operational risk,
- shifts burden to operations,
- creates recurring expense.
Owners benefit most from designs that work quietly, not designs that demand constant optimization.
Final Perspective
U is attractive because it looks adjustable.
Area is effective because it actually is.
Plants operate with fouling, variability, aging, and compromise. Designs that accept this reality — and build margin with area — perform reliably for years.
Designs that rely on improving U often spend their lives being “fixed.”
Understanding why increasing area often beats improving U is not conservative engineering.
It is realistic engineering.
And realism is what keeps process plants running day after day without drama.
Explore the complete series in the Heat Transfer Engineering Hub.

A practicing chemical engineer with 17+ years of experience in process design, project execution, commissioning, and plant operations. Focused on practical engineering judgment beyond textbook explanations.