This article is part of the Heat Transfer in Process Plants
series, which connects heat transfer fundamentals to real operating behavior,
performance limits, and plant reliability.
It follows the earlier discussion of long-term heat-transfer degradation in:
Heat Transfer Limitations, Fouling & Degradation
.
Building on that foundation, this article focuses on the practical failures,
operating problems, and plant lessons that emerge when heat transfer is
misunderstood or ignored in design and troubleshooting.
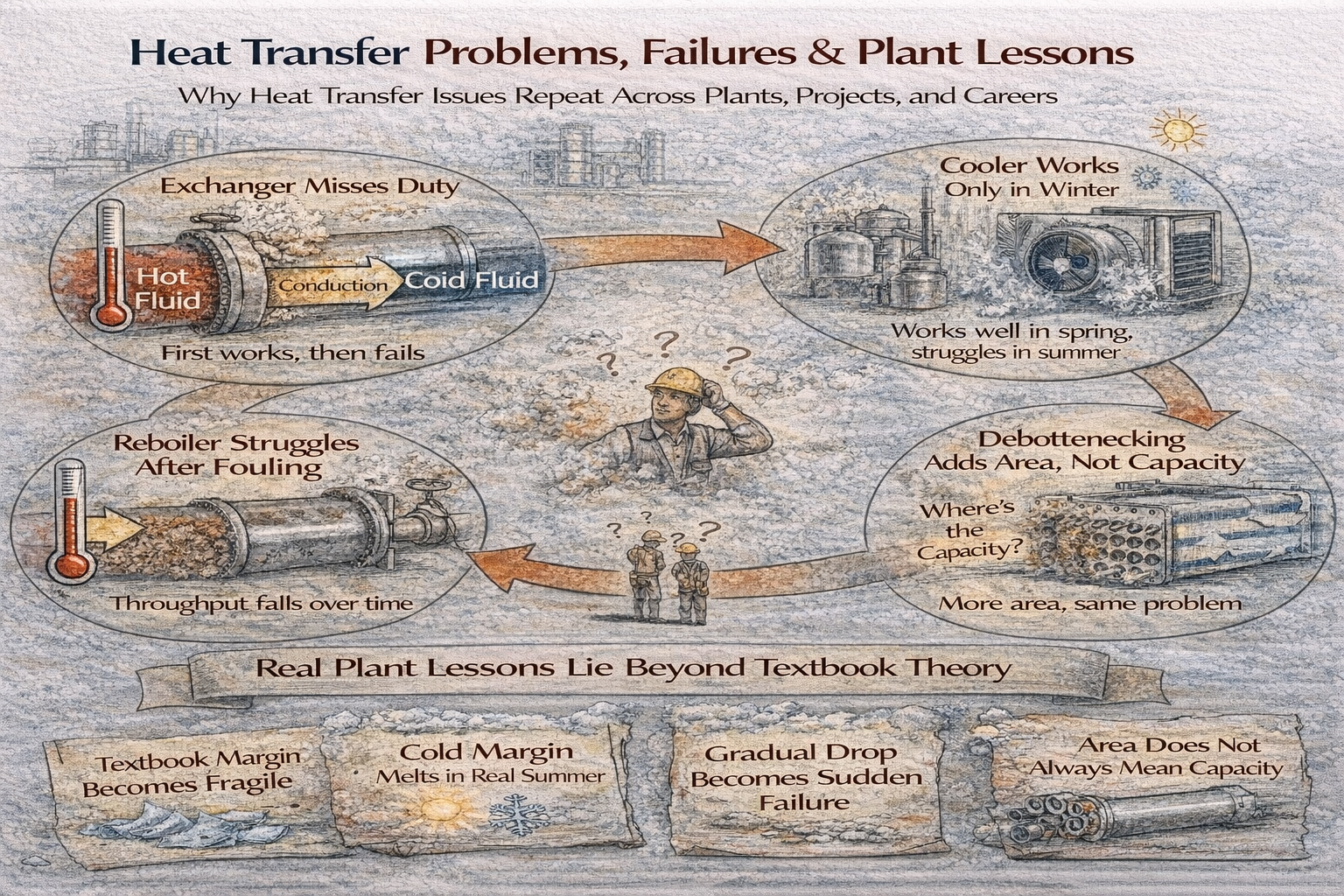
Why Heat Transfer Issues Repeat Across Plants, Projects, and Careers
Every experienced process plant carries the same scars.
- Heat exchangers that never reach design temperature
- Coolers that work only in winter
- Reboilers that struggle after fouling
- Debottlenecking projects that add area but not capacity
These are not rare failures.
They are common outcomes.
What makes them persistent is not lack of theory or tools. It is the gap between thermal design assumptions and how plants actually operate.
This article examines why heat transfer problems recur, how failures develop quietly, and what real plants repeatedly teach — if those lessons are recognized and also try to understand why heat transfer problems in process plants repeat across industries, even when equipment looks perfect on paper.
Table of Contents
Heat Transfer Rarely “Fails” Suddenly
Most heat transfer problems do not begin as failures.
They begin as:
- small margins,
- optimistic assumptions,
- ignored degradation,
- tight temperature approaches.
For long periods, the plant compensates:
- higher utility flow,
- tighter control,
- operator intervention.
When failure finally appears, it feels sudden — but the conditions for it were present from the start.
Heat transfer problems are designed into systems, not discovered accidentally.
Why Equipment That Looks Correct on Paper Misses Duty
Many exchangers that miss duty were:
- sized correctly,
- reviewed carefully,
- approved by experienced teams.
They fail because:
- clean conditions were assumed too strongly,
- degradation was underestimated,
- operating variability was ignored,
- startup and shutdown effects were overlooked.
Paper design answers the question:
Can this exchanger work under ideal conditions?
Plants demand an answer to a different question:
Will this exchanger keep working as conditions change?
Failure lies in the difference.
Thermal Problems Are Often System Problems
Heat transfer equipment rarely fails in isolation.
Performance is shaped by:
- upstream temperature stability,
- downstream control behavior,
- flow distribution across networks,
- interaction with utilities.
An exchanger that appears undersized may actually be:
- starved by upstream maldistribution,
- constrained by downstream pinch,
- limited by control strategy,
- degraded by operating mode.
Thermal failures are usually system-level mismatches, not component defects.
Why Startup and Shutdown Create Hidden Damage
Most thermal designs focus on steady operation.
Plants spend significant time in:
- startup,
- shutdown,
- load changes,
- transient conditions.
During these periods:
- temperature gradients are steep,
- metal expands unevenly,
- fouling accelerates,
- control systems are least stable.
Damage accumulated during transients often explains why:
- equipment degrades faster than expected,
- “mysterious” fouling appears early,
- performance never matches design after the first cycle.
Ignoring transients creates failures that look like steady-state problems.
Why Fouling Turns Small Errors into Large Failures
Fouling does not just reduce performance.
It amplifies weaknesses:
- small approach temperatures collapse quickly,
- low correction factor designs become fragile,
- control margins disappear.
Designs that appear adequate when clean become unusable when dirty.
This is why exchangers that “worked initially” often fail later — not because fouling occurred, but because fouling was not accommodated properly.
Why Debottlenecking Often Makes Things Worse
Debottlenecking projects frequently add:
- surface area,
- additional exchangers,
- parallel equipment.
Yet throughput still does not improve.
Common reasons include:
- pinch points left untouched,
- temperature cross approaching limits,
- utilities already saturated,
- control strategy unchanged.
Adding area without revisiting the thermal system behavior often shifts the bottleneck instead of removing it.
Thermal review is not optional in debottlenecking — it is central.
Why Thermal Design Rarely Matches Operation
Thermal design assumes:
- defined inlet temperatures,
- stable flow rates,
- uniform fouling,
- ideal distribution.
Operation delivers:
- fluctuating conditions,
- partial loads,
- uneven fouling,
- maldistribution,
- aging equipment.
The mismatch is inevitable.
Designs that succeed are not those that assume perfect operation — but those that tolerate imperfect operation.
Failures Often Come from Reasonable Decisions
One of the most uncomfortable truths in thermal failures is this:
Most failures result from reasonable decisions, not obvious mistakes.
- Fouling margins reduced to save cost
- Tight temperature approaches to improve efficiency
- High U assumptions to minimize size
- Limited utility margins to control capital
Each choice makes sense in isolation.
Together, they create a system with no resilience.
Failures are rarely dramatic errors.
They are cumulative compromises.
Why Plants Repeat the Same Thermal Mistakes
Thermal failures repeat because:
- lessons are not documented clearly,
- failures are blamed on operation instead of design,
- fixes address symptoms, not causes,
- teams change faster than equipment ages.
Plants remember what broke — not why it broke.
Without structured thermal learning, the same problems reappear in new equipment.
Owners Feel Thermal Failures Differently
From an ownership perspective, thermal problems show up as:
- lost availability,
- higher energy bills,
- repeated maintenance,
- unreliable production planning.
They rarely appear as a single dramatic event.
Instead, they erode value quietly over years.
This is why thermal robustness is not a technical preference — it is a business requirement.
Why Experience Changes How Engineers See Heat Transfer
Early-career engineers focus on:
- equations,
- datasheets,
- calculated margins.
Experienced engineers focus on:
- sensitivity,
- degradation paths,
- operating envelopes,
- failure modes.
The difference is not knowledge — it is pattern recognition.
This pillar exists to transfer those patterns explicitly.
Final Perspective
Heat transfer failures are not signs of incompetence.
They are signs of systems pushed beyond their tolerance.
Plants that treat failures as isolated events repeat them.
Plants that extract lessons from failures improve permanently.
Understanding heat transfer problems, failures, and plant lessons is not about avoiding blame.
It is about building systems that:
- degrade gracefully,
- tolerate uncertainty,
- and keep working long after ideal assumptions disappear.
That understanding is the difference between equipment that merely starts up — and equipment that continues to serve the plant reliably for decades.
We have seen how heat transfer problems often appear as operational failures,
unexpected losses, or repeated plant lessons rather than textbook heat
transfer questions.
The next step is to examine the most common real-world complaint in thermal
equipment: when exchangers and heaters simply do not achieve the duty they
were designed for.
Why Heat Transfer Equipment Misses Duty
This article explains why heat exchangers and thermal equipment miss duty in
operating plants, how fouling, maldistribution, and incorrect assumptions
accumulate, and what engineers should investigate before blaming design or
utilities.

A practicing chemical engineer with 17+ years of experience in process design, project execution, commissioning, and plant operations. Focused on practical engineering judgment beyond textbook explanations.