This article is part of the Heat Transfer in Process Plants
series, which explains how heat transfer mechanisms behave in real operating
equipment.
It follows the earlier discussion comparing convection regimes in:
Natural vs Forced Convection
.
This article explains why convection dominates most process equipment in
practice, and how fluid motion near surfaces usually controls the overall
heat transfer rate.
The Hidden Limitation Behind Everyday Plant Performance
In process plants, most equipment is designed with sufficient surface area, adequate materials, and appropriate utilities. Yet performance still varies widely with operating conditions.
The reason is not usually a lack of heat transfer surface or driving force.
It is the effectiveness of convection.
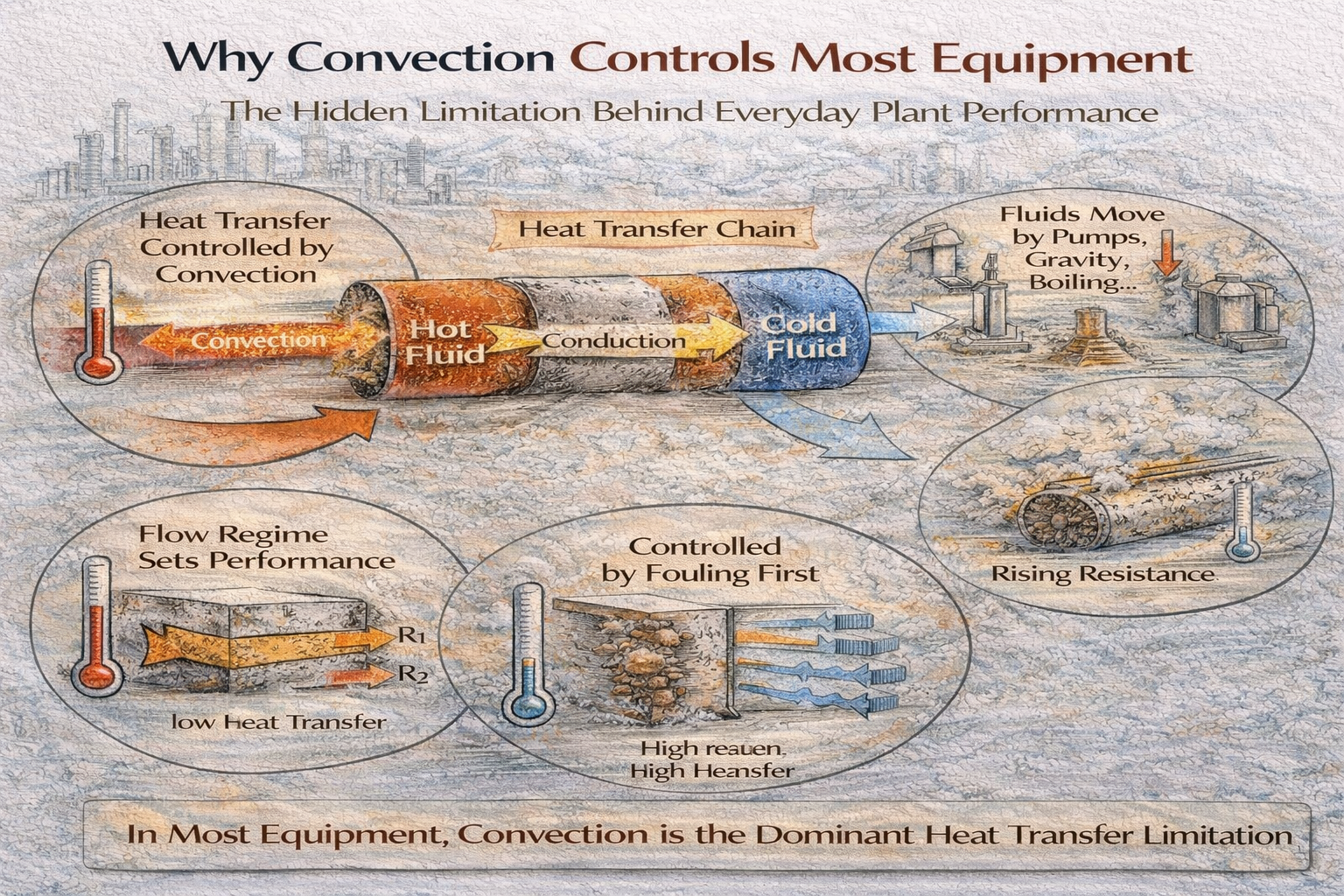
Convection determines how efficiently heat is carried between fluids and equipment surfaces. In most process equipment, this step introduces the largest resistance in the heat transfer path. As a result, convection often becomes the controlling factor in real plant operation.
This article explains why convection controls most equipment in real process plants and why fluid-side resistance dominates everyday performance.
Table of Contents
Heat Transfer Is a Chain of Resistances
In real equipment, heat transfer occurs in steps:
- heat moves from fluid to surface by convection,
- heat passes through the solid by conduction,
- heat moves from surface to another fluid by convection.
The overall rate is governed by the largest resistance.
In many cases:
- metal walls conduct heat easily,
- radiation is negligible,
- convection at the fluid interface dominates.
This is why improving convection often yields the greatest improvement in performance.
Most Process Equipment Operates with Moving Fluids
Process plants are built around fluid movement.
Pumps, compressors, gravity flow, boiling, and condensation ensure that most fluids are in motion during operation.
This motion creates convection and makes it the primary mode of heat transfer in:
- heat exchangers,
- reactors,
- columns,
- pipelines,
- utility systems.
Because these systems rely on fluid movement, their thermal performance rises and falls with convection effectiveness.
Convection Is Highly Sensitive to Operating Conditions
Unlike conduction, convection is not fixed by geometry alone.
It depends on:
- flow rate,
- turbulence,
- fluid properties,
- surface condition.
Small changes in these factors can produce large changes in heat transfer rate.
This explains why:
- exchangers underperform at low flow,
- viscosity changes alter heating behavior,
- fouling causes sudden efficiency loss,
- cleaning restores performance immediately.
Convection introduces variability, and that variability controls equipment behavior.
Fouling Attacks Convection First
Fouling affects convection before it affects conduction.
Deposits:
- smooth out turbulence,
- thicken boundary layers,
- reduce effective heat transfer coefficient.
Even thin fouling layers can drastically reduce convective heat transfer.
This explains why:
- fouling is often detected by rising utility consumption,
- temperature approach widens gradually,
- performance degrades silently over time.
Because convection dominates, fouling becomes a critical operational issue.
Flow Regime Determines Heat Transfer Capability
The nature of flow — laminar or turbulent — has a major impact on convection.
Laminar flow:
- has thick boundary layers,
- transfers heat poorly,
- is sensitive to viscosity.
Turbulent flow:
- disrupts boundary layers,
- enhances mixing,
- improves heat transfer.
Many pieces of equipment operate near the boundary between these regimes.
Small changes in flow rate can shift regime and dramatically alter performance.
Convection Governs Temperature Uniformity
Equipment rarely fails because average temperature is wrong.
It fails because temperature distribution is uneven.
Convection determines:
- how well heat spreads within fluids,
- how quickly hot spots dissipate,
- whether stratification develops.
Poor convection leads to:
- localized overheating,
- cold pockets,
- uneven reaction rates,
- mechanical stress.
This is why improving mixing or circulation often resolves persistent temperature issues.
Convection Sets Practical Capacity Limits
In many plants, throughput is limited not by equipment size but by heat transfer capacity.
Common examples:
- maximum heat removal in reactors,
- condenser duty in columns,
- cooling water system capacity,
- air cooler performance in summer.
These limits are usually convective.
Once convection reaches its limit:
- temperature control tightens,
- safety margins shrink,
- further rate increase is impossible.
Understanding this prevents unrealistic capacity expectations.
Convection Explains Seasonal Performance Changes
Seasonal changes affect convection strongly.
Ambient temperature influences:
- cooling water inlet temperature,
- air density for air coolers,
- viscosity of process fluids.
As convection weakens or strengthens with season:
- equipment performance shifts,
- energy consumption changes,
- operating margins vary.
These effects are not anomalies.
They are expected behavior in convection-controlled systems.
Why Convection Dominates During Normal Operation
During steady operation:
- forced convection overwhelms natural convection,
- conduction resistance is usually small,
- radiation is minor.
As a result, convection determines:
- how fast heat is transferred,
- how stable temperature control is,
- how efficiently utilities are used.
Operators interact primarily with convection when adjusting flow, temperature, and duty.
Control Systems React to Convection, Not Theory
Control loops act on measured temperatures, but the process responds through convection.
When convection weakens:
- control actions appear ineffective,
- oscillations develop,
- manual intervention increases.
When convection improves suddenly:
- overshoot occurs,
- stability is challenged.
Many perceived “control problems” are actually convection problems.
Owner Perspective: Why Convection Controls Cost
From an ownership standpoint, convection governs:
- energy efficiency,
- utility consumption,
- fouling rate,
- maintenance frequency,
- achievable throughput.
Improving convection:
- reduces energy cost,
- stabilizes operation,
- extends equipment life.
Few changes deliver as broad an impact as improving convective heat transfer.
Final Perspective
Convection is not just one of several heat transfer mechanisms.
In most operating equipment, it is the limiting mechanism.
It determines:
- how much heat can be moved,
- how stable operation will be,
- how much energy will be consumed.
Plants that understand this manage heat transfer proactively.
Plants that ignore it react repeatedly to the same problems.
This understanding is not advanced theory.
It is everyday plant reality.
And it is essential for reliable, efficient process plant operation.
Once we accept that convection controls heat transfer in most real process
equipment, the next question becomes more specific.
What exactly is the “film” that engineers refer to, and what does the film
coefficient actually represent physically?
The upcoming article, Film Coefficient – What It Really Represents,
explains the boundary layer near heat transfer surfaces, why it dominates
resistance in many exchangers, and how velocity, turbulence, and fluid
properties shape the real convective heat transfer rate.

A practicing chemical engineer with 17+ years of experience in process design, project execution, commissioning, and plant operations. Focused on practical engineering judgment beyond textbook explanations.