In process plants, heat rarely fails to move because it lacks a driving force.
It slows down because it encounters resistance.
When heat transfer involves solid materials — vessel walls, pipe walls, tube sheets, supports — the controlling factor is often thermal resistance of the solid.
Understanding this resistance explains many real plant observations:
- slow heating and cooling,
- unexpected temperature gradients,
- limited benefit from higher utility flow,
- long startup and shutdown times.
This article explains thermal resistance of solids in clear, practical terms, using plant behavior rather than formulas.
Table of Contents
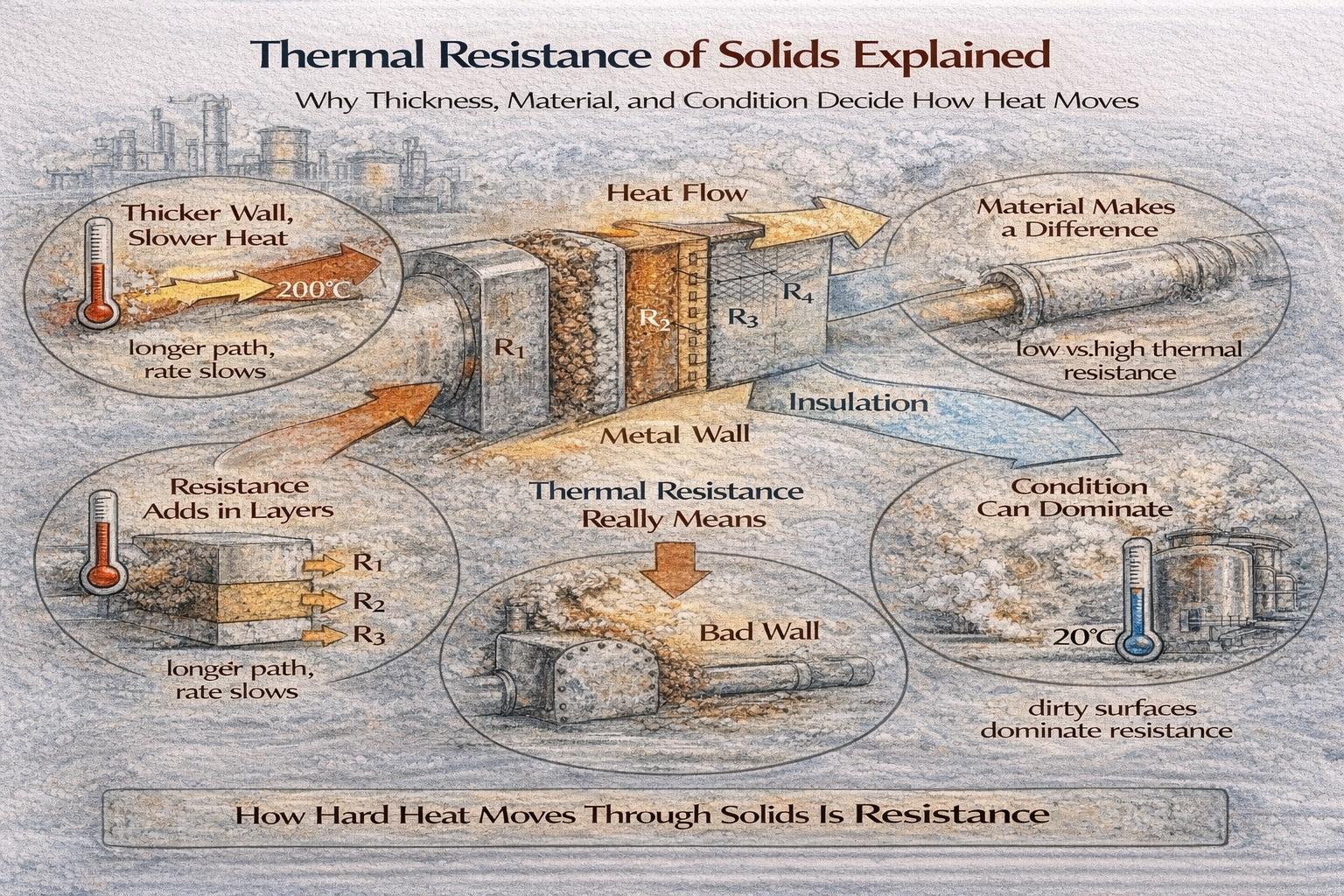
What Thermal Resistance Really Means
Thermal resistance describes how difficult it is for heat to pass through a material during conduction through process equipment walls.
It does not mean heat is blocked.
It means heat movement is slowed.
Every solid material resists heat flow to some degree.
Some resist it slightly.
Others resist it strongly.
In process equipment, resistance determines:
- how fast walls heat up or cool down,
- how much energy is required to change temperature,
- how evenly temperature distributes.
Resistance Is About Rate, Not Direction
A key point often misunderstood:
Thermal resistance does not change the direction of heat flow.
Heat always flows from hot to cold.
Resistance only affects:
- how quickly this happens,
- how large temperature differences become within the solid.
This is why:
- thick walls heat slowly,
- thin walls respond quickly,
- insulation delays heat loss without reversing it.
Thickness: The Most Visible Source of Resistance
Wall thickness is the most obvious contributor to thermal resistance.
As thickness increases:
- heat must travel a longer path through the exchanger or vessel wall thickness,
- temperature gradient within the wall increases,
- response time becomes longer.
In real plants:
- high-pressure equipment heats and cools slowly,
- tube sheets lag behind fluid temperature,
- thick flanges remain hot long after shutdown.
Thickness does not stop heat flow.
It stretches the time scale.
Material Matters More Than Many Realize
Different materials resist heat differently.
Metals used in process equipment:
- carbon steel,
- stainless steel,
- alloy steels,
conduct heat reasonably well.
Other materials:
- refractory,
- insulation,
- gaskets,
offer much higher resistance.
This explains why:
- metal walls respond faster than refractory linings,
- insulation drastically reduces heat loss,
- gasket regions create local hot or cold spots.
Material choice influences:
- energy efficiency,
- thermal stress,
- temperature uniformity.
Layering Multiplies Resistance
In real equipment, heat rarely passes through a single material.
Typical layers include:
- process fluid film,
- metal wall,
- fouling layer that can dominate overall heat transfer resistance,
- insulation,
- ambient air film.
Each layer adds resistance.
Even if each layer seems small, together they can dominate heat transfer behavior.
This explains why:
- fouling causes sudden performance drop,
- insulation condition has large impact,
- cleaning restores heat transfer dramatically.
Heat transfer rate is governed by the sum of all resistances, not just the metal wall.
Fouling: A Growing Thermal Resistance
Fouling behaves like an unplanned insulation layer.
As fouling builds:
- effective resistance increases,
- heat transfer rate decreases,
- temperature gradients increase.
Unlike metal thickness, fouling resistance:
- grows with time,
- varies with operation,
- differs across surfaces.
This explains:
- gradual loss of exchanger duty,
- increasing utility consumption,
- higher approach temperatures.
Fouling management is essentially resistance management.
Why Increasing Flow Often Has Limited Effect
A common response to poor heat transfer is increasing flow.
This reduces fluid-side resistance.
But when solid resistance dominates:
- increased flow provides little improvement,
- temperature response remains slow,
- energy cost rises.
This situation indicates that:
- metal thickness,
- fouling,
- insulation,
not convection, is controlling behavior.
Recognizing this avoids ineffective operational adjustments.
Thermal Resistance and Temperature Gradients
Resistance causes temperature gradients.
In solids, this means:
- one side of the wall is much hotter than the other,
- internal stress develops,
- differential expansion occurs.
Large gradients increase risk of:
- cracking,
- distortion,
- gasket failure,
- fatigue.
Understanding resistance helps set:
- allowable heating rates,
- cooldown limits,
- startup procedures.
Resistance Explains Thermal Inertia
Thermal inertia is the tendency of equipment to resist temperature change.
High resistance + large mass =
- slow response,
- long stabilization time,
- delayed control action.
This explains why:
- large vessels respond slowly,
- shutdown cooling takes hours or days,
- startups must be gradual.
Thermal inertia is not operational sluggishness.
It is a physical consequence of resistance.
Resistance in Supports and Attachments
Thermal resistance is not uniform.
Supports, nozzles, and attachments often have:
- different thickness,
- different materials,
- different exposure.
These variations create:
- localized hot spots,
- cold spots,
- stress concentration points.
Many mechanical issues originate at these locations because resistance changes abruptly.
Why Insulation Works So Well
Insulation materials have very high thermal resistance.
By adding insulation:
- heat loss rate drops sharply,
- external temperature reduces,
- energy efficiency improves.
However:
- insulation does not remove internal resistance,
- conduction within metal still occurs,
- insulation quality must be maintained.
Insulation manages external losses, not internal redistribution.
Design Implications of Thermal Resistance
Design decisions strongly influence resistance:
- wall thickness selection,
- material choice,
- insulation specification,
- allowance for fouling.
Ignoring resistance leads to:
- unrealistic heating rates,
- underestimated energy needs,
- premature thermal damage.
Good design balances:
- strength,
- heat transfer,
- stress management.
Maintenance and Resistance Control
Maintenance actions directly affect resistance:
- insulation repair reduces losses,
- fouling removal restores performance,
- gasket replacement alters local gradients.
Plants that monitor and manage resistance:
- maintain stable operation,
- avoid gradual performance loss,
- reduce unexpected failures.
Owner Perspective: Resistance as a Cost Driver
From an ownership perspective, thermal resistance affects:
- fuel consumption,
- utility sizing,
- startup time,
- asset life.
Excessive resistance increases cost.
Too little resistance increases stress.
Optimal resistance is a balance, not a maximum or minimum.
Final Perspective
Thermal resistance is not an abstract property.
It is the reason equipment behaves the way it does.
Slow heating, long cooldowns, limited benefit from higher flow — all trace back to resistance.
Understanding thermal resistance allows plants to:
- set realistic expectations,
- protect equipment,
- manage energy efficiently.
This knowledge does not complicate engineering.
It clarifies it.
And once understood, many persistent plant behaviors become predictable rather than puzzling.
Thermal resistance explains how solid materials slow heat movement.
In heat exchangers, one of the most visible contributors to this resistance is the thickness of the metal wall that separates the hot and cold fluids.
Role of Wall Thickness in Heat Exchanger Performance
This article explains how wall thickness affects exchanger performance, startup behavior, and long-term thermal response.
Explore the complete series in the Heat Transfer Engineering Hub.

A practicing chemical engineer with 17+ years of experience in process design, project execution, commissioning, and plant operations. Focused on practical engineering judgment beyond textbook explanations.