In process plants, heat transfer is rarely limited by the availability of energy. It is limited by how effectively that energy can be carried away or delivered by fluids.
That mechanism is convection.
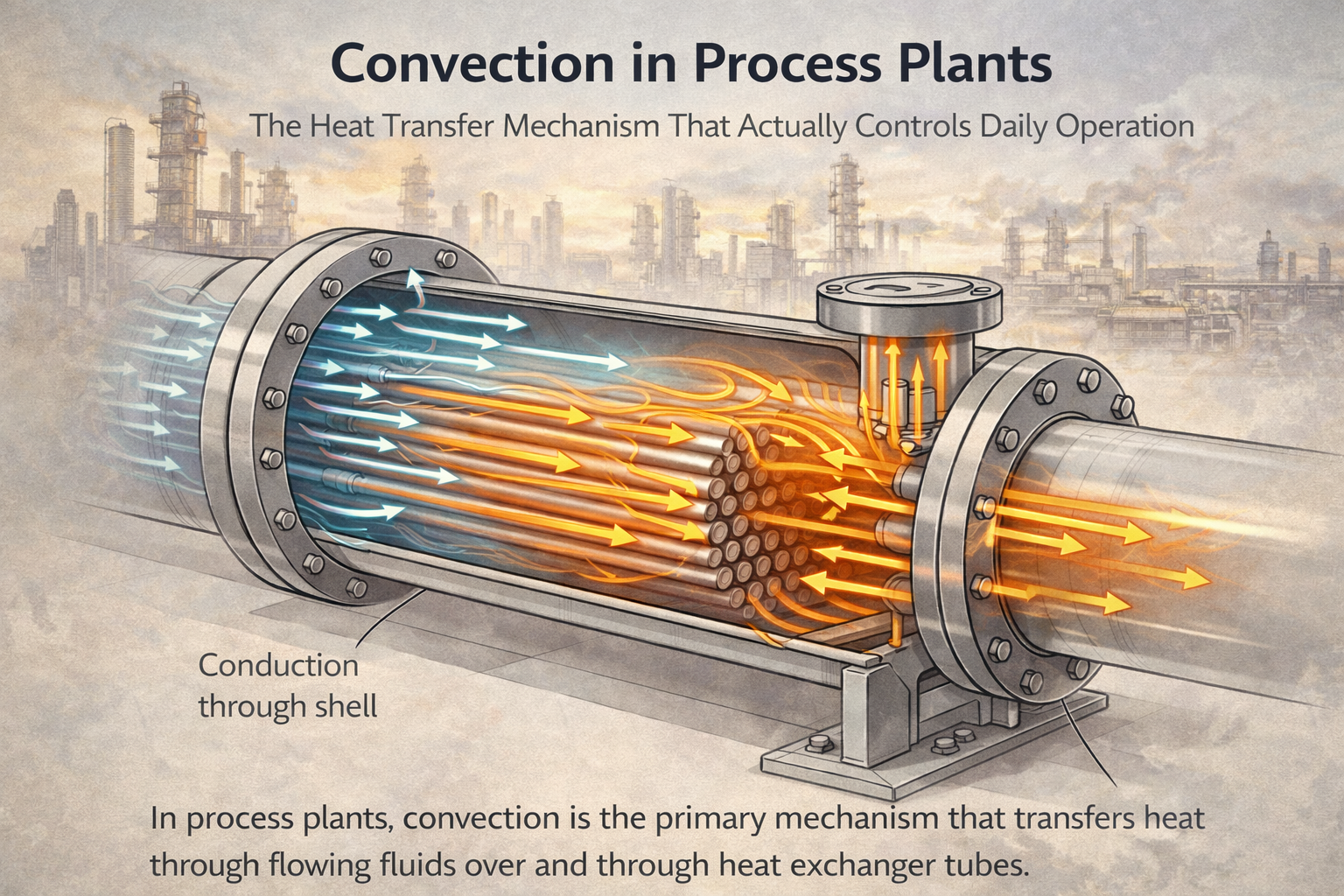
While conduction defines how heat moves through solid equipment, convection determines how moving fluids exchange heat with equipment surfaces during real plant operation.
This is why convection governs:
- most operating heat transfer rates,
- equipment performance under load,
- response to disturbances,
- capacity limits in real plants.
Understanding convection is essential for understanding how process plants actually behave during day-to-day operation.
Table of Contents
What Convection Means in Process Plants
Convection is heat transfer that occurs when a fluid in motion carries energy.
This motion may be:
- intentional (pumped flow),
- natural (buoyancy-driven),
- induced by phase change,
- driven by density differences.
In process plants, convection occurs whenever a fluid:
- flows through pipes,
- circulates inside vessels,
- passes through exchanger tubes,
- rises or falls due to temperature differences.
Unlike conduction, convection depends strongly on operating conditions.
Unlike radiation, it dominates at moderate temperatures.
Why Convection Is the Dominant Mechanism in Operating Plants
Most process equipment operates with fluids in motion.
Pumps, compressors, gravity flow, boiling, condensation — all create fluid movement. That movement continuously refreshes the fluid in contact with heat transfer surfaces.
This constant renewal allows heat to be:
- absorbed,
- transported,
- redistributed efficiently.
As a result:
- most heat exchangers are convection-limited,
- reactor temperature control depends on convection,
- utility systems rely almost entirely on convection.
Convection is not just present.
It is controlling.
Convection as the Link Between Solids and Fluids
In real equipment, heat rarely moves directly from one fluid to another.
The typical path is:
- heat convects from hot fluid to a solid surface,
- heat conducts through the solid,
- heat convects from the solid to the cold fluid.
In this chain, convection often contributes the largest resistance.
This explains why:
- increasing fluid velocity improves heat transfer,
- fouling on the fluid side degrades performance quickly,
- cleaning restores exchanger duty dramatically.
Convection is where operating decisions have the most influence.
Why Flow Rate Matters So Much
Convection strength depends heavily on flow conditions.
Higher flow rates:
- thin the thermal boundary layer,
- increase turbulence,
- improve heat pickup or rejection.
However, increasing velocity does not always improve thermal performance once pressure drop, residence time, and flow distribution begin creating new limitations.
Lower flow rates:
- thicken boundary layers,
- reduce heat transfer coefficient,
- increase sensitivity to fouling and viscosity changes.
This is why:
- exchangers underperform at turndown,
- reactors struggle at low circulation rates,
- startup and shutdown behave differently from steady state.
This gradual degradation is especially severe in viscous and fouling-prone services where convection is already weak near the wall.
Flow does not create heat transfer.
It enables convection to use the available driving force.
Convection Explains Most Performance Drift
Plants often experience gradual performance loss rather than sudden failure.
Convection explains why.
Over time:
- fouling builds on fluid-side surfaces,
- effective flow area reduces,
- turbulence decreases,
- heat transfer coefficient drops.
As convection weakens:
- higher utility flow is required,
- approach temperatures increase,
- control margins shrink.
Temperature targets may still be met, but efficiency declines.
This slow degradation is characteristic of convection-controlled systems.
Natural and Forced Convection in Plants
Not all convection is driven by pumps.
Some convection occurs naturally due to density differences created by temperature gradients. Understanding the difference between natural and forced convection is essential because each dominates under very different operating conditions.
Examples include:
- circulation in storage tanks,
- natural draft in vertical vessels,
- buoyancy-driven flow in idle systems.
Other convection is forced by:
- pumps,
- compressors,
- agitators.
Both forms exist simultaneously in plants.
Which one dominates depends on geometry, temperature difference, and operating condition.
Understanding the difference is critical for:
- low-flow operation,
- standby conditions,
- safety analysis.
Why Convection Governs Temperature Uniformity
Uniform temperature distribution depends on effective mixing and convection.
Poor convection leads to:
- hot spots,
- cold zones,
- stratification,
- localized degradation.
This is particularly important in:
- reactors,
- large vessels,
- storage tanks,
- columns during turndown.
Convection determines not just average temperature, but temperature distribution.
Convection During Transients
Startup, shutdown, and disturbances expose convection limits clearly.
During these periods:
- flow rates change,
- density differences appear,
- circulation patterns shift.
Convection determines:
- how fast temperatures stabilize,
- how evenly heat spreads,
- where thermal stress develops.
Many transient issues attributed to “poor control” originate from convection limitations.
Why Convection Is Sensitive to Fluid Properties
Unlike conduction, convection depends strongly on fluid properties.
Changes in:
- viscosity,
- density,
- thermal conductivity,
- phase,
directly affect convection strength. Much of these behaviors are governed by changes in the fluid film resistance near the wall surface.
This explains why:
- cold viscous fluids heat slowly,
- fouling accelerates with temperature change,
- seasonal effects influence performance.
Convection links thermal behavior to process conditions.
Convection Sets Practical Capacity Limits
In many plants, throughput is not limited by equipment size, but by convection capability.
Examples include:
- maximum heat removal in reactors,
- condenser duty in columns,
- cooling water capacity,
- air cooler performance in summer.
When convection limits are reached:
- temperature control tightens,
- safety margins reduce,
- capacity cannot be increased without changes.
Recognizing convection limits prevents unrealistic debottlenecking attempts.
Owner Perspective: Why Convection Drives Cost
From an ownership standpoint, convection governs:
- energy efficiency,
- utility consumption,
- fouling rate,
- maintenance frequency.
Weak convection leads to:
- higher energy cost,
- reduced throughput,
- frequent cleaning,
- unstable operation.
Improvements that enhance convection often deliver immediate economic benefit.
Final Perspective
Convection is not a background phenomenon.
It is the mechanism that:
- carries heat through the plant,
- connects operating decisions to thermal response,
- determines whether equipment performs as intended.
Plants that understand convection:
- operate more predictably,
- control temperature more effectively,
- age more gracefully.
Plants that ignore it:
- fight recurring issues,
- consume more energy,
- accept unnecessary limitations.
This understanding is not advanced theory.
It is practical plant reality.
In most operating equipment, the limiting resistance is not inside the metal wall — it is inside the moving fluid itself.
And it is essential for anyone responsible for process plant performance.
We have seen how convection governs heat transfer wherever fluids move in a process plant.
The next step is to examine how convection actually behaves inside real equipment, where flow patterns, mixing quality, and operating conditions determine thermal performance.
Convection in Process Equipment
This article explains how convection operates inside exchangers, reactors, columns, vessels, and piping systems, showing how fluid motion controls real plant heat-transfer behavior.
Explore the complete series in the Heat Transfer Engineering Hub.

A practicing chemical engineer with 17+ years of experience in process design, project execution, commissioning, and plant operations. Focused on practical engineering judgment beyond textbook explanations.