In heat exchanger design, calculations almost always begin with a clean U.
In plant operation, equipment almost always runs with a dirty U.
This gap between clean and dirty conditions is not a design flaw, an operational mistake, or a maintenance failure. It is simply how real plants operate.
Many recurring heat-transfer problems originate because this difference is acknowledged on paper but not fully respected in decisions.
This article explains what clean U and dirty U really mean, how plants transition between them, and why understanding this transition is essential for reliable operation and realistic design.
Table of Contents
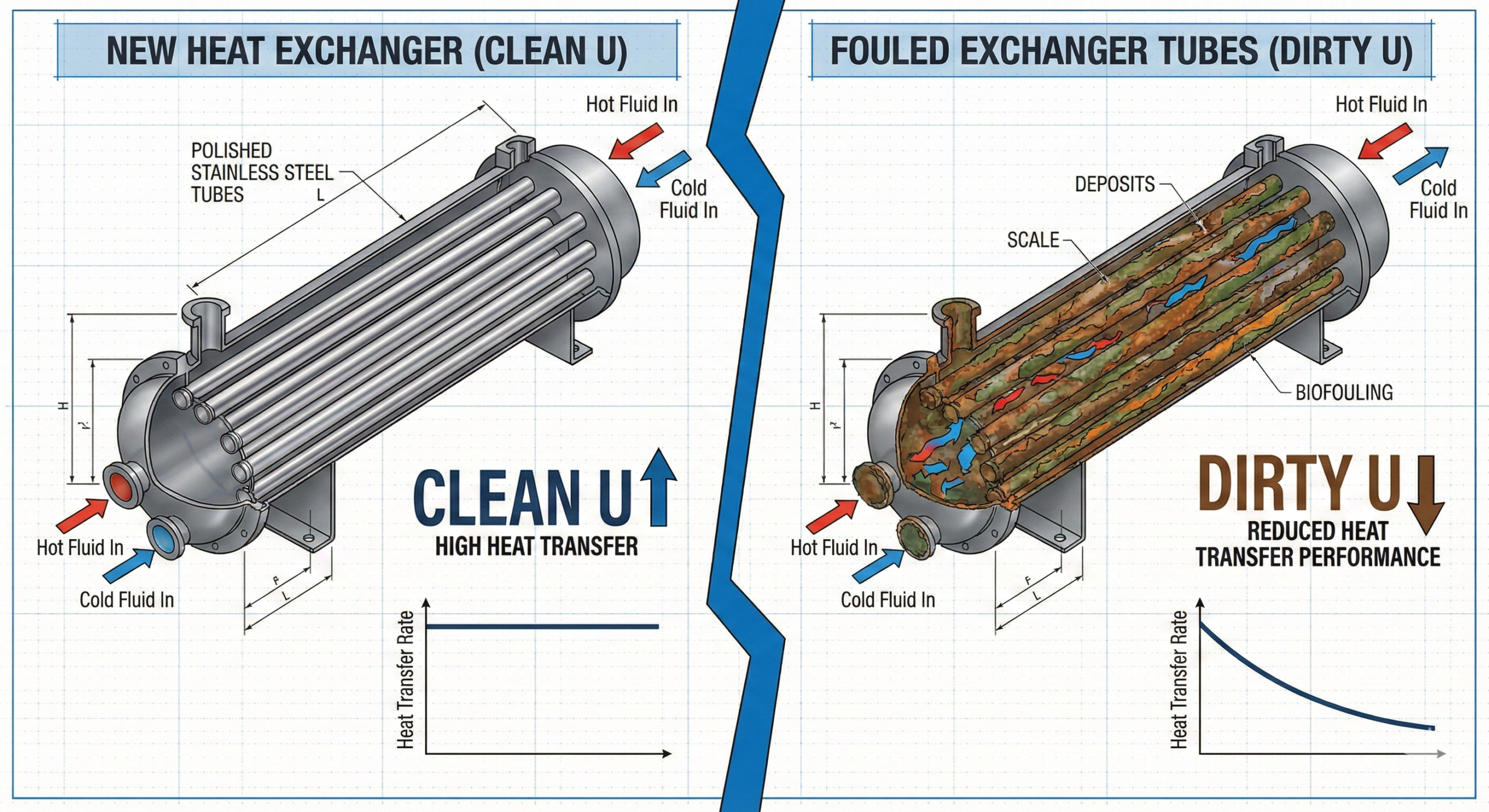
What Clean U Actually Represents
Clean U represents the heat transfer coefficient when:
- heat transfer surfaces are new or freshly cleaned,
- fouling resistance is minimal or assumed zero,
- flow distribution is close to ideal,
- operating conditions are near design intent.
Clean U is useful because:
- it provides a reference point,
- it allows comparison of exchanger concepts,
- it supports initial sizing calculations.
But clean U is not a long-term operating condition.
It is a starting condition.
What Dirty U Represents in Practice
Dirty U represents the heat transfer coefficient after fouling has developed.
In operating plants:
- deposits form on heat transfer surfaces,
- fouling thickness varies with location,
- flow distribution changes gradually,
- resistance increases steadily.
Dirty U reflects:
- real surface condition,
- real resistance levels,
- real operating behavior.
This is the U value that plants live with most of the time.
Fouling Begins Immediately After Startup
One of the most common misconceptions is that equipment remains “clean” for a meaningful period.
In reality:
- fouling begins as soon as fluid flows,
- deposition starts before performance loss is visible,
- resistance accumulates quietly.
By the time performance degradation is noticeable:
- clean U is long gone,
- dirty U already governs behavior.
Designs that rely on extended clean operation are unrealistic.
Clean U Is Brief, Dirty U Is Normal
From an operating perspective:
- clean U exists briefly after commissioning or cleaning,
- dirty U defines most of the operating life.
This explains why:
- exchangers meet duty immediately after cleaning,
- performance gradually declines,
- cleaning restores performance temporarily.
Plants cycle between “less dirty” and “more dirty” — not between clean and dirty.
Why Dirty U Is Not a Failure
Dirty U is often viewed as a sign of poor operation.
It is not.
Dirty U simply reflects:
- unavoidable fouling,
- real fluid behavior,
- time-dependent resistance growth.
Expecting equipment to operate indefinitely at clean U is equivalent to expecting pipes to remain corrosion-free forever.
The correct question is not:
“Why is U dirty?”
It is:
“Is the exchanger still capable at dirty U?”
How Fouling Resistance Changes the Heat Transfer Balance
As fouling builds:
- additional resistance is added to the heat transfer path,
- overall resistance increases,
- U decreases.
To maintain the same duty:
- temperature driving force must increase,
- utility consumption rises,
- approach temperatures tighten.
This explains why:
- energy usage increases over time,
- control becomes more sensitive,
- margins disappear gradually.
Dirty U reshapes how the exchanger operates.
Why Designs That Depend on Clean U Struggle
If an exchanger is sized such that:
- required duty is met only at clean U,
then:
- any fouling immediately causes underperformance,
- operators compensate with higher utility rates,
- control stability degrades,
- cleaning frequency increases.
The exchanger is operating on borrowed margin.
This is why many exchangers “work on paper” but struggle in service.
Robust Designs Expect Dirty U
Robust designs assume:
- U will decline over time,
- fouling resistance will dominate eventually,
- operating margins must exist at dirty conditions.
Such designs:
- include sufficient surface area,
- tolerate fouling without losing capacity,
- require cleaning based on economics, not desperation.
This approach does not eliminate fouling.
It removes fouling as a crisis.
Clean vs Dirty U in Datasheets and Reality
Datasheets often list:
- clean U,
- fouled or dirty U,
- fouling factors.
But in practice:
- fouling is rarely uniform,
- resistance does not grow exactly as assumed,
- dirty U varies with operating history.
Therefore:
- datasheet dirty U is an estimate,
- real dirty U must be inferred from performance trends.
Treat datasheet values as guides, not truths.
Why Operators Feel the Difference More Than Designers
Designers see U as a calculation parameter.
Operators experience it as:
- rising steam consumption,
- falling outlet temperature,
- tightening control loops,
- repeated alarms near limits.
Dirty U is not theoretical to operators.
It is operational reality.
Understanding this helps align design intent with operating experience.
Energy Penalty of Operating at Dirty U
As U declines:
- more driving force is required,
- higher utility flow is needed,
- fuel or electricity consumption rises.
This energy penalty accumulates slowly, making it easy to overlook.
Over years of operation:
- dirty U can dominate operating cost,
- energy inefficiency becomes normalized.
Recognizing dirty U early helps optimize cleaning intervals and energy use.
Owner Perspective: Clean vs Dirty U Is a Financial Question
From an ownership standpoint, the issue is not clean versus dirty.
The issue is:
- how much margin exists at dirty conditions,
- how often cleaning is required,
- how much energy is wasted compensating for fouling.
Designs that assume dirty U:
- operate longer between cleanings,
- avoid emergency interventions,
- reduce lifecycle cost.
Designs that depend on clean U:
- demand constant attention,
- generate recurring expense,
- erode reliability.
Final Perspective
Clean U is a moment.
Dirty U is a condition.
Plants do not operate in ideal snapshots. They operate continuously, with fouling, variability, and compromise.
Designs that respect dirty U:
- remain stable,
- operate predictably,
- cost less over time.
Designs that chase clean U:
- fight reality,
- require frequent intervention,
- disappoint expectations.
Understanding clean U vs dirty U is not pessimism.
It is operational realism.
And that realism is essential for anyone responsible for heat transfer equipment that must work not just after cleaning — but every day in between.
Explore the complete series in the Heat Transfer Engineering Hub.

A practicing chemical engineer with 17+ years of experience in process design, project execution, commissioning, and plant operations. Focused on practical engineering judgment beyond textbook explanations.