In nearly every process plant, the same observation is made sooner or later:
“The heat transfer system does not behave the way it was designed.”
This statement is not an indictment of designers, tools, or theory. It is a recognition of a fundamental truth:
thermal design and plant operation exist in different realities.
This article explains why thermal design rarely matches operation, how this mismatch develops, and why acknowledging it early leads to far more reliable systems.
Table of Contents
Thermal Design Describes an Ideal Moment
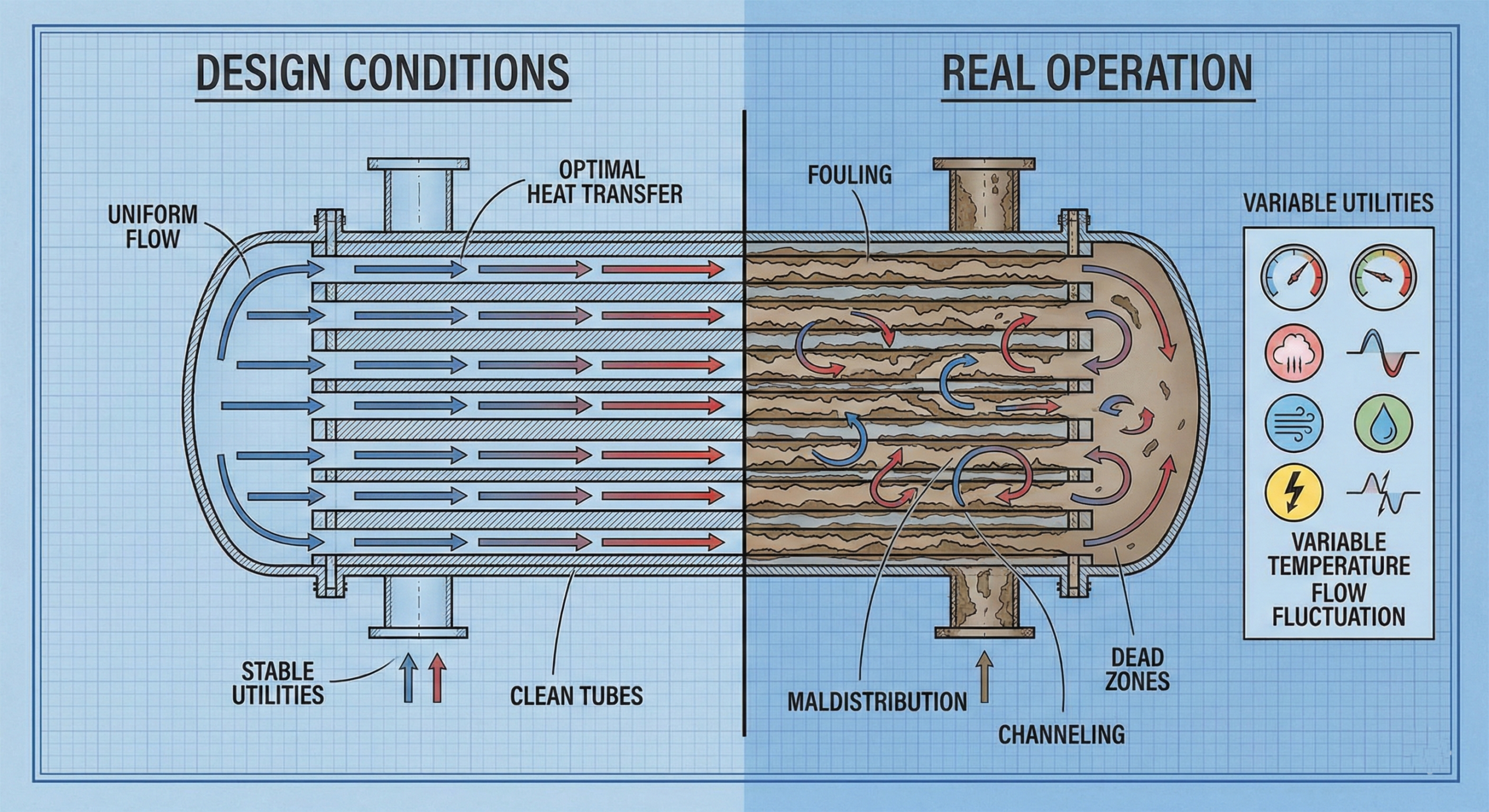
Thermal design calculations describe a specific condition:
- clean surfaces,
- defined flow rates,
- steady temperatures,
- uniform distribution,
- fully available utilities.
This condition exists:
- briefly at startup,
- sometimes never exactly,
- rarely for long.
Design answers the question:
Can the equipment work under ideal conditions?
Operation asks:
Will it keep working as conditions evolve?
The mismatch begins here.
Operation Lives in a Range, Not a Point
Plants do not operate at a single design point.
They operate across:
- load changes,
- seasonal utility variation,
- feed variability,
- partial operation,
- transient states.
Thermal performance shifts continuously.
Designs that succeed tolerate this range.
Designs that fail assume stability.
Fouling Is Assumed — But Rarely Felt in Design
Design calculations include fouling factors.
In practice:
- fouling is uneven,
- fouling is time-dependent,
- fouling interacts with flow and temperature.
Design treats fouling as:
- uniform resistance,
- static allowance.
Operation experiences fouling as:
- localized hot spots,
- sudden sensitivity,
- accelerating degradation.
The design allowance exists — but the behavior is different.
Flow Distribution Is Idealized in Design
Thermal design assumes:
- uniform flow distribution,
- equal pass utilization,
- no bypassing.
Real exchangers experience:
- maldistribution,
- dead zones,
- channeling,
- preferential flow paths.
As fouling grows, maldistribution worsens.
Effective heat transfer area shrinks — even if total area remains unchanged.
Control Systems Change Thermal Behavior
Thermal design assumes:
- fixed inlet temperatures,
- fixed flow rates.
Control systems ensure neither is fixed.
Controllers:
- compensate for degradation,
- adjust utilities dynamically,
- hide declining performance.
Design assumes static behavior.
Operation introduces feedback and compensation.
By the time control limits are reached, design assumptions are long gone.
Utilities Behave Differently Than Assumed
Utility systems are often modeled as:
- stable temperature sources,
- unlimited capacity.
In reality:
- cooling water warms seasonally,
- steam pressure fluctuates,
- utility networks interact across units.
Thermal design often assigns utilities a reliability they do not possess.
When utilities degrade, thermal performance follows.
Startup and Shutdown Are Not Designed In
Most thermal designs:
- focus on steady-state operation,
- ignore transient extremes.
Plants:
- start,
- stop,
- ramp,
- upset.
Startup and shutdown:
- accelerate fouling,
- damage surfaces,
- lock in maldistribution.
These effects permanently shift operating behavior away from design predictions.
Design Margins Are Consumed Quietly
Design includes margin:
- fouling allowance,
- temperature approach buffer,
- excess area.
Operation consumes margin:
- gradually,
- invisibly,
- continuously.
Plants often do not realize margin is gone until:
- duty is missed,
- energy costs spike,
- emergency action is required.
Design margins are not permanent assets.
They are consumables.
Economic Pressures Shift Operation Away from Design
Plants are rarely operated exactly as designed.
Economic pressure leads to:
- higher throughput,
- lower utility spend,
- extended cleaning intervals,
- deferred maintenance.
Each change moves operation away from design assumptions.
Thermal systems are often the first to show stress under these shifts.
Design Optimizes for Efficiency; Operation Optimizes for Survival
Design prioritizes:
- efficiency,
- capital cost,
- theoretical performance.
Operation prioritizes:
- stability,
- availability,
- risk avoidance.
These priorities are not aligned.
Designs that barely meet requirements under ideal conditions leave operators with no room to maneuver.
Why “As Designed” Performance Is a Myth
Plants often chase “as-designed” performance.
In reality:
- surfaces age,
- distributions change,
- utilities degrade,
- systems evolve.
“As-designed” exists only in documentation.
The relevant question is:
Is the system performing acceptably under current reality?
Owner Perspective: Mismatch Is a Cost Driver
From an ownership standpoint, the design–operation mismatch causes:
- rising energy cost,
- repeated maintenance,
- missed capacity targets,
- unexpected revamps.
Plants that acknowledge the mismatch:
- design with tolerance,
- operate deliberately,
- review thermals periodically.
Plants that deny it keep fighting reality.
Final Perspective
Thermal design does not fail because it is wrong.
It fails because it describes a world that plants do not inhabit for long.
Plants that accept this reality:
- design for degradation,
- operate with margin,
- review thermals regularly.
Plants that expect design and operation to match:
- chase problems endlessly,
- react instead of plan,
- pay more over time.
Understanding why thermal design rarely matches operation is not a critique of design.
It is the starting point of designing systems that actually work in real process plants.
Explore the complete series in the Heat Transfer Engineering Hub.

A practicing chemical engineer with 17+ years of experience in process design, project execution, commissioning, and plant operations. Focused on practical engineering judgment beyond textbook explanations.