In process plants, temperature is often treated as a single value: inlet temperature, outlet temperature, or operating temperature.
In reality, temperature varies continuously inside equipment.
Heat transfer does not occur at a single point or at a single temperature. It occurs along paths, across surfaces, and through materials. These variations form temperature profiles, and those profiles govern how equipment actually behaves. They also explain why average temperature difference often hides important thermal limitations.
This article explains what temperature profiles are, where they occur in process equipment, and why understanding them is essential for realistic heat transfer quantification.
Table of Contents
What Is a Temperature Profile in Process Equipment?
A temperature profile describes how temperature changes with:
- position,
- time,
- direction.
In process equipment, profiles exist:
- along the length of a pipe or exchanger,
- across the thickness of a wall,
- within fluid volumes,
- between connected systems.
These profiles are not optional.
They are the physical reality of heat transfer.
Why Single Temperatures Are Misleading
Single temperatures hide important behavior.
For example:
- two exchangers may have the same inlet and outlet temperatures but very different internal temperature gradients,
- a reactor may meet average temperature targets while containing hot spots,
- a pipeline may deliver fluid at the right temperature but experience excessive heat loss midway.
Quantification based only on end temperatures often misses these issues. This is one reason calculated heat duty may disagree with observed plant behavior.
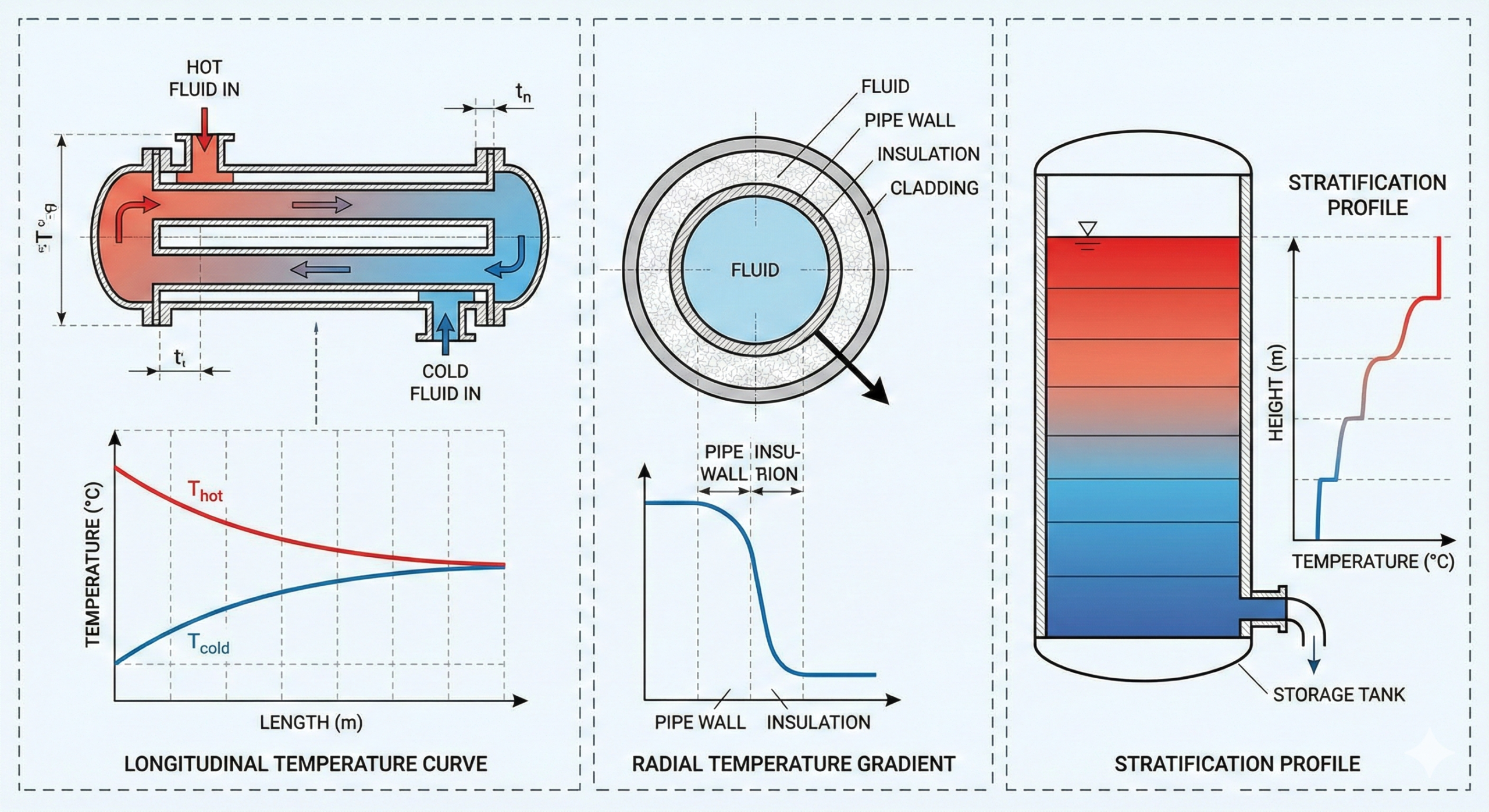
Temperature Profiles Along Equipment Length
In equipment where fluids flow, temperature changes along the flow path.
Examples include:
- heat exchangers,
- pipelines,
- columns,
- fired heater tubes.
At the inlet:
- temperature difference is usually highest,
- heat transfer rate is strongest.
As fluid flows:
- temperatures approach each other,
- driving force reduces,
- heat transfer rate declines.
This explains why:
- exchangers struggle near outlets,
- fouling effects are uneven,
- control response changes along equipment length.
Radial Temperature Profiles Through Walls
Temperature also varies across solid walls.
In thick-walled equipment:
- inner wall temperature differs from outer wall temperature,
- gradients develop across metal thickness,
- thermal stress results.
These gradients depend on:
- heat flux,
- wall thickness,
- material conductivity.
Ignoring radial profiles leads to:
- underestimated stress,
- inaccurate metal temperature prediction,
- unexpected damage.
Temperature Profiles Inside Fluid Volumes
Temperature is rarely uniform inside fluid volumes.
Examples:
- reactors with poor mixing,
- storage tanks,
- large vessels at low circulation.
In these cases:
- convection may be weak,
- natural circulation dominates,
- stratification develops.
This leads to:
- hot layers,
- cold pockets,
- uneven reaction rates.
Average temperature measurements fail to reveal these profiles.
Temperature Profiles in Heat Exchangers
Heat exchangers exhibit multiple overlapping profiles:
- fluid temperature changes along length,
- wall temperature varies between sides,
- local hot spots occur near inlets.
This complexity explains why:
- tube metal temperature peaks near inlets,
- fouling often initiates at specific locations,
- performance degrades unevenly.
Quantification that ignores local profiles misses critical limitations.
Profiles During Startup and Shutdown
Temperature profiles are most extreme during transients.
During startup:
- fluid temperature rises quickly,
- metal lags due to thermal inertia,
- large gradients form.
During shutdown:
- metal releases stored energy,
- fluids cool unevenly,
- gradients reverse.
These profiles govern:
- thermal stress,
- allowable ramp rates,
- startup time.
Design limits on heating and cooling rates are based on profile behavior, not average temperatures. During these periods, energy balances become especially sensitive to measurement timing and instrument accuracy.
Why Profiles Matter More Than Averages
Average temperatures smooth out extremes.
Profiles reveal:
- peak metal temperatures,
- maximum heat flux,
- critical stress locations.
This explains why:
- equipment fails even when average conditions are within limits,
- conservative margins are required,
- monitoring focuses on worst-case locations.
Engineering decisions depend on profiles, not averages.
Measurement Challenges
Temperature profiles are difficult to measure directly.
Limitations include:
- limited sensor locations,
- sensor lag,
- disturbance of local conditions,
- insulation coverage.
As a result, engineers infer profiles from:
- heat transfer calculations,
- operating trends,
- inspection data.
Understanding typical profile shapes helps interpret limited data correctly.
Profiles and Fouling Development
Fouling tends to develop where:
- temperatures are highest,
- heat flux is greatest,
- fluid properties change.
Profiles explain why fouling is:
- localized,
- progressive,
- uneven.
This understanding helps target:
- inspection,
- cleaning,
- design improvements.
Owner Perspective: Why Temperature Profiles Affect Cost and Reliability
From an ownership standpoint, temperature profiles influence:
- equipment life,
- maintenance cost,
- energy efficiency,
- unplanned downtime.
Ignoring profiles:
- shortens asset life,
- increases risk,
- hides developing problems.
Managing profiles improves reliability without necessarily changing throughput.
Final Perspective
Temperature profiles are not complications added by theory.
They are the reason heat transfer behaves the way it does in real equipment.
Ignoring profiles simplifies calculations but complicates operation.
Understanding profiles allows plants to:
- predict behavior more accurately,
- avoid local failures,
- operate closer to optimal conditions.
This knowledge is not advanced theory.
It is practical plant reality.
And it is essential for anyone responsible for real process equipment.
Because temperature profiles vary continuously inside equipment, engineers often simplify them using average temperature difference.
That simplification is useful for design calculations, but it can also hide important local thermal limitations and create false confidence about real operating behavior.
Why Average Temperature Difference Is Misleading – When a Useful Shortcut Starts Hiding Real Plant Behavior
This article explains why average temperature difference is only a mathematical shortcut and why real equipment behavior is often very different from what averages suggest.
Explore the complete series in the Heat Transfer Engineering Hub.

A practicing chemical engineer with 17+ years of experience in process design, project execution, commissioning, and plant operations. Focused on practical engineering judgment beyond textbook explanations.