Most heat transfer equipment is designed for steady-state operation.
Most heat transfer damage, however, occurs during startup and shutdown.
This mismatch explains a large number of problems that appear months later:
- exchangers that never meet design duty again,
- fouling that accelerates unexpectedly,
- control instability that seems unexplainable,
- equipment that “worked once” but never fully recovers.
This article explains why startup and shutdown create unique thermal problems, how those problems quietly damage heat transfer systems, and why steady-state design alone cannot protect equipment.
Table of Contents
Startup and Shutdown Are Not Short Events Thermally
From an operations perspective, startup and shutdown may last hours or days.
From a thermal perspective, their impact can last years.
During these periods:
- temperature gradients are extreme,
- flow distribution is unstable,
- phase behavior changes rapidly,
- control systems are least effective.
These conditions leave permanent marks on heat transfer surfaces and performance.
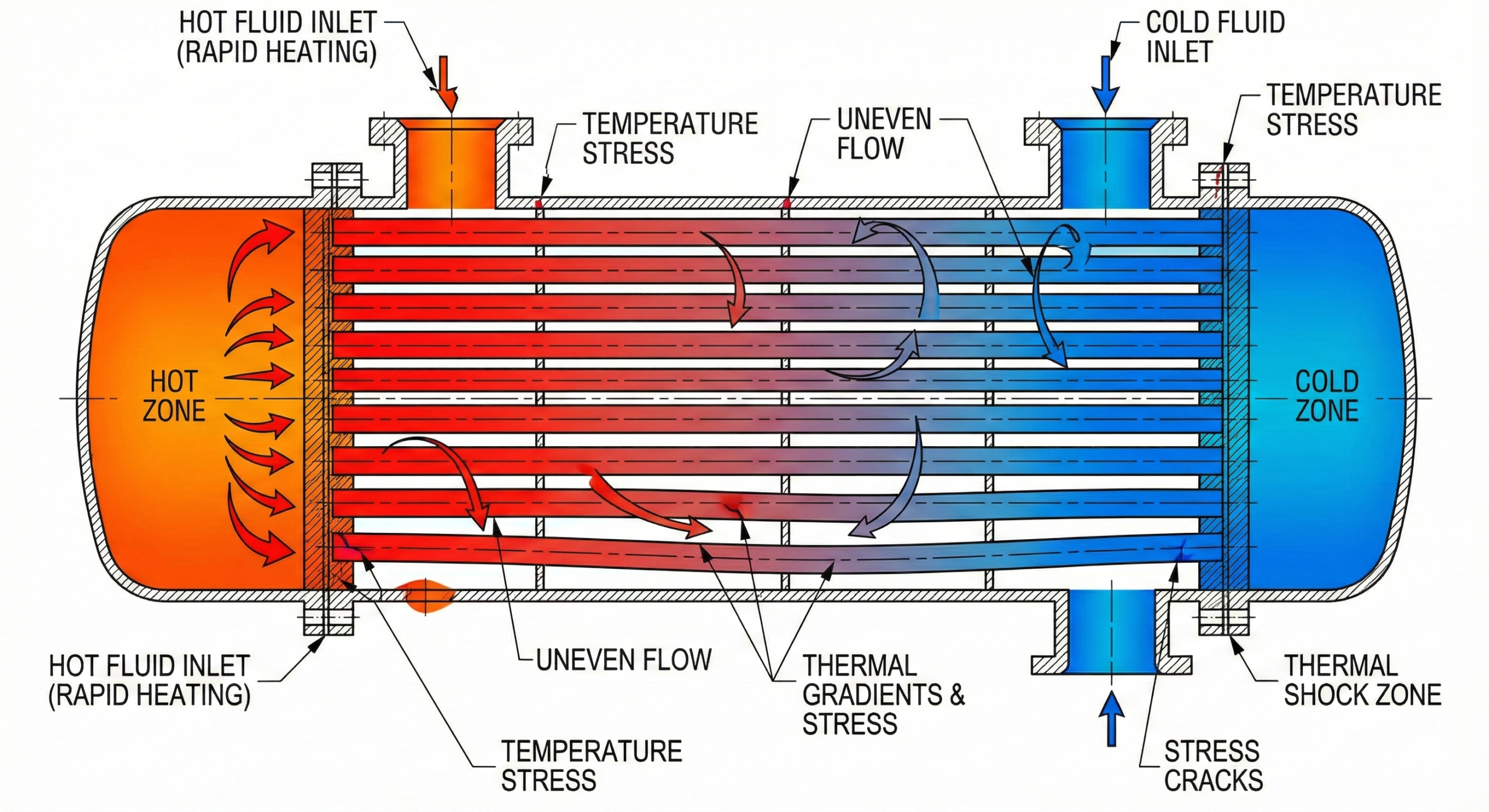
Thermal Gradients Are Highest During Transients
In steady operation:
- temperatures change gradually along equipment,
- metal expansion is relatively uniform.
During startup and shutdown:
- one side heats or cools rapidly,
- the other side lags,
- steep thermal gradients develop across metal walls.
These gradients cause:
- differential expansion,
- localized stress,
- micro-cracking of deposits and surfaces.
Even when no mechanical failure occurs, thermal history is altered.
Flow Is Poorly Distributed During Startup
Design flow patterns assume:
- established velocities,
- stable turbulence,
- predictable Reynolds numbers.
Startup delivers none of these.
Instead:
- some passes flow early,
- others remain stagnant,
- low-velocity zones dominate,
- bypassing is common.
These conditions:
- promote early fouling,
- allow deposits to settle,
- create uneven surface conditioning.
Once established, these flow patterns are difficult to reverse.
Fouling Accelerates During Startup and Shutdown
Fouling rates during startup and shutdown are often orders of magnitude higher than during steady operation.
Reasons include:
- low shear stress,
- temperature excursions that cross solubility limits,
- phase changes occurring locally,
- contaminants released from upstream systems.
Deposits formed during these periods:
- are often harder,
- adhere more strongly,
- resist normal cleaning.
Much of the “mysterious early fouling” seen in plants originates here.
Phase Change Behavior Is Unstable During Transients
Reboilers, condensers, and heaters experience unstable phase behavior during startup.
Examples include:
- intermittent boiling,
- partial condensation,
- vapor blanketing,
- flooding and dry-out cycles.
These phenomena:
- create hot spots,
- promote deposit baking,
- reduce effective heat transfer area.
Once surfaces are damaged or fouled this way, steady operation cannot fully undo it.
Control Systems Are Least Effective During Startup
Control strategies are usually tuned for steady operation.
During startup and shutdown:
- sensors lag,
- controllers saturate,
- manual intervention dominates.
This leads to:
- overshoot and undershoot,
- prolonged exposure to extreme temperatures,
- aggressive utility use.
Control systems often mask thermal abuse, making it appear manageable while damage accumulates.
Shutdown Can Be More Damaging Than Startup
Shutdown is often treated as benign.
In reality, shutdown introduces:
- cooling under stagnant conditions,
- condensation of corrosive vapors,
- oxygen ingress,
- deposit contraction and cracking.
These effects:
- weaken surface integrity,
- trap corrosive species,
- increase fouling tendency on restart.
Many exchangers degrade more during shutdown than during operation.
Why Equipment “Never Recovers” After the First Startup
Plants often observe that:
“The exchanger never performed the same after the first startup.”
This is usually true.
Reasons include:
- surface roughening,
- deposit nucleation sites established early,
- maldistribution patterns locked in,
- protective oxide layers disturbed.
Design performance assumes ideal surface history.
Startup defines real surface history.
Startup Frequency Matters More Than Duration
Frequent startups and shutdowns are more damaging than long continuous operation.
Each cycle:
- reintroduces thermal stress,
- resets fouling conditions,
- disturbs flow distribution.
Plants with frequent cycling often see:
- faster performance degradation,
- shorter cleaning intervals,
- unstable control.
Designs that tolerate steady fouling may fail under cyclic operation.
Why These Problems Are Rarely Considered in Design
Startup and shutdown issues are overlooked because:
- they are transient,
- they are hard to model,
- responsibility is shared across disciplines,
- they do not appear in datasheets.
Yet their cumulative impact often dominates long-term performance.
Ignoring them does not remove them.
It only delays their consequences.
How Experienced Plants Reduce Startup Damage
Plants that manage startup and shutdown well:
- control heating and cooling rates,
- establish minimum flow before heating,
- avoid temperature overshoot,
- purge and drain thoughtfully,
- align operating procedures with thermal limits.
These actions cost little but preserve years of performance.
Owner Perspective: Transients Shape Lifecycle Cost
From an ownership standpoint, startup and shutdown behavior affects:
- fouling rate,
- cleaning frequency,
- energy efficiency,
- exchanger life.
Poor startup practices increase:
- maintenance cost,
- downtime,
- early replacement.
Good startup discipline protects capital far beyond its apparent scope.
Final Perspective
Startup and shutdown are not secondary events in heat transfer performance.
They are defining events.
Designs that ignore transients assume a world that does not exist.
Plants that manage transients thoughtfully preserve performance for years.
Understanding startup and shutdown thermal problems turns mysterious degradation into predictable behavior — and predictable behavior is the foundation of reliable, economical process plant operation.
Explore the complete series in the Heat Transfer Engineering Hub.

A practicing chemical engineer with 17+ years of experience in process design, project execution, commissioning, and plant operations. Focused on practical engineering judgment beyond textbook explanations.