When a heat exchanger fails early, the immediate reaction is often:
- “Material issue.”
- “Poor maintenance.”
- “Unexpected service condition.”
But in many real plants, early exchanger failure traces back to something much more fundamental:
Design decisions made at the beginning.
Heat exchangers rarely fail because heat transfer physics is wrong.
They fail because mechanical, hydraulic, and operational realities were not fully considered during design.
This article explains how poor exchanger design leads to premature failure — not from a theoretical angle, but from actual plant behavior and equipment life patterns.
Table of Contents
Failure Rarely Begins as a Catastrophe
Most exchanger failures do not happen suddenly.
They begin as:
- vibration
- localized overheating
- uneven flow
- excessive pressure drop
- accelerated fouling
These issues grow over time.
And many of them originate in design choices.
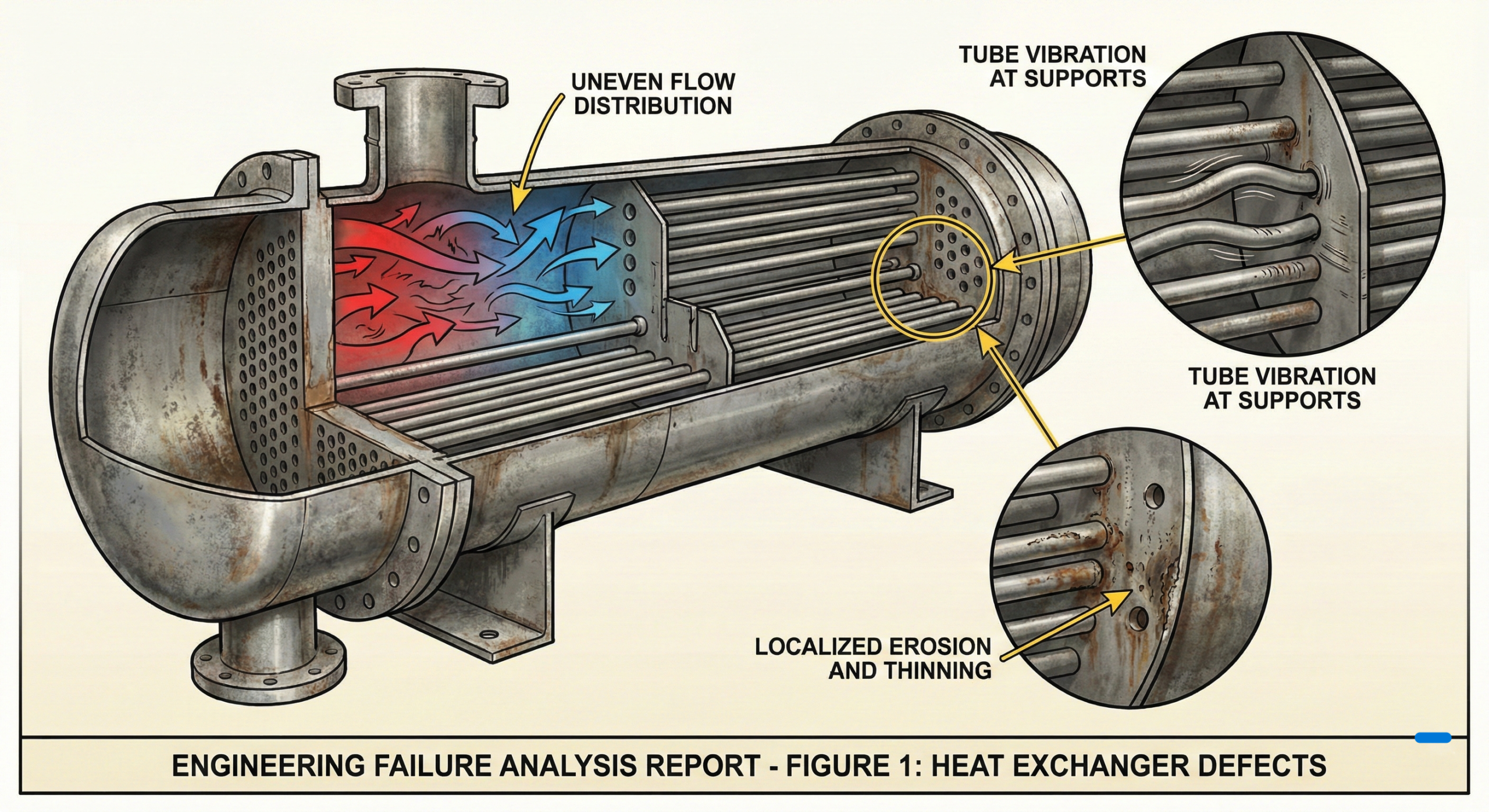
Inadequate Flow Distribution
How It Starts
If inlet nozzle design and internal flow guidance are not optimized:
- some tubes receive higher velocity
- some receive lower velocity
- shell-side flow bypasses active areas
This uneven distribution creates:
- localized erosion
- tube vibration
- uneven temperature profile
Long-Term Result
High-velocity zones:
- experience erosion-corrosion
- develop thinning
Low-velocity zones:
- foul quickly
- trap deposits
Both conditions shorten exchanger life.
Incorrect Velocity Selection
Velocity is one of the most sensitive design parameters.
Too low:
- fouling accelerates
- heat transfer drops
Too high:
- erosion risk increases
- vibration develops
- pressure drop becomes excessive
Designing velocity without considering real fluid properties often leads to imbalance between thermal performance and mechanical life.
Excessive Pressure Drop Design
Sometimes exchangers are designed aggressively to maximize heat transfer.
High velocity increases performance — but also increases:
- pressure drop
- pump load
- vibration risk
If pressure drop margin is too small:
- minor fouling increases hydraulic resistance significantly
- pump struggles
- flow instability appears
Over time, this stress damages internal components.
Poor Tube Support and Baffle Spacing
In shell-and-tube exchangers, tube support is critical.
If baffle spacing is too wide:
- tubes may vibrate under flow
- fatigue cracks may develop
If spacing is too tight:
- pressure drop increases
- maintenance becomes difficult
Poor mechanical support design is a common cause of early tube failure.
Ignoring Thermal Expansion Differences
Heat exchangers operate with temperature gradients.
If design does not account for differential expansion:
- tubes and shell expand at different rates
- stress accumulates at joints
- gasket leakage develops
In extreme cases:
- tube-to-tube sheet joints fail
- internal leakage begins
Thermal expansion is predictable — but must be incorporated correctly.
Underestimating Fouling Behavior
If fouling tendency is underestimated during design:
- insufficient area is provided
- cleaning intervals become too short
- pressure drop increases rapidly
Over time:
- aggressive cleaning cycles damage tubes
- chemical cleaning weakens material
- mechanical cleaning causes wear
Poor fouling allowance design reduces exchanger life.
Material Selection Based Only on Cost
Material choice influences:
- corrosion resistance
- mechanical strength
- fouling behavior
If materials are selected purely based on initial cost:
- corrosion rate may exceed expectations
- tube thinning accelerates
- leaks develop early
The cost saving at design stage may multiply as replacement cost later.
Ignoring Startup and Shutdown Conditions
Design calculations often focus on steady-state operation.
But many failures occur during:
- startup
- shutdown
- rapid temperature changes
If thermal shock is not considered:
- tube sheet cracks may form
- gasket sealing surfaces may distort
Cyclic stress shortens life even if steady-state performance seems acceptable.
Overlooking Maintenance Accessibility
Design that ignores maintenance access leads to:
- incomplete cleaning
- skipped inspection
- extended fouling periods
If tube bundles are difficult to remove:
- maintenance may be delayed
- fouling accumulates
- corrosion progresses
Eventually, failure becomes unavoidable.
Improper Phase Handling Design
In services involving condensation or boiling:
- improper distribution causes localized overheating
- vapor blanketing may occur
- flow instability develops
This leads to:
- tube hot spots
- accelerated metal degradation
- early rupture risk
Design must anticipate phase distribution behavior.
Vibration-Induced Failure
Flow-induced vibration is one of the most common early failure mechanisms.
It is often caused by:
- improper baffle spacing
- inadequate tube support
- excessive cross-flow velocity
Vibration causes:
- tube wear at supports
- fatigue cracking
- eventual leakage
This is a mechanical failure triggered by hydraulic design choices.
Maldistribution During Expansion Projects
Sometimes exchangers are pushed beyond original design capacity.
But if original design had limited margin:
- increased flow may induce vibration
- temperature gradients intensify
- pressure drop becomes excessive
So a design that barely meets original requirement may fail early under expanded operation.
Why Early Failure Is Often Misdiagnosed
When a tube leaks early, investigation often focuses on:
- material defect
- corrosion mechanism
- unexpected chemistry
But many times, the root cause is:
- velocity miscalculation
- improper distribution
- underdesigned supports
- thermal stress concentration
These are design-level issues.
Operator Perspective
Operators may observe:
- rising pressure drop
- unusual vibration noise
- unstable temperature control
- frequent leakage
These symptoms appear gradually.
They reflect deeper structural issues built into design.
Owner Perspective
Early exchanger failure results in:
- unplanned shutdown
- replacement cost
- lost production
- emergency repair expense
The financial impact often far exceeds any initial design cost savings.
Investing in sound design reduces long-term lifecycle cost significantly.
Why Design Margin Matters
Good exchanger design includes margin for:
- fouling growth
- minor flow variation
- property deviation
- startup stress
- aging effects
Poor design often minimizes margin to reduce capital cost.
But reduced margin means:
- higher stress under real conditions
- earlier performance decline
- shorter equipment life
How Proper Design Prevents Early Failure
Robust design considers:
- realistic velocity range
- adequate tube support
- thermal expansion flexibility
- correct material selection
- expected fouling behavior
- maintenance accessibility
These decisions ensure exchangers survive not only ideal operation, but real plant variability.
Final Perspective
Early exchanger failure rarely comes from heat transfer theory being wrong.
It comes from:
- inadequate velocity selection
- poor flow distribution
- weak mechanical support
- underestimated fouling
- improper material choice
Design choices made during specification phase echo throughout the equipment’s life.
Good exchanger design anticipates real operating behavior.
Poor design ignores it — and early failure becomes almost inevitable.

A practicing chemical engineer with 17+ years of experience in process design, project execution, commissioning, and plant operations. Focused on practical engineering judgment beyond textbook explanations.