Why shell and tube heat exchangers dominate industrial plants is a question that reveals how industrial equipment selection balances reliability, maintainability, and thermal performance.
If someone walks through a refinery, petrochemical complex, fertilizer plant, or chemical manufacturing facility, one heat exchanger type appears again and again:
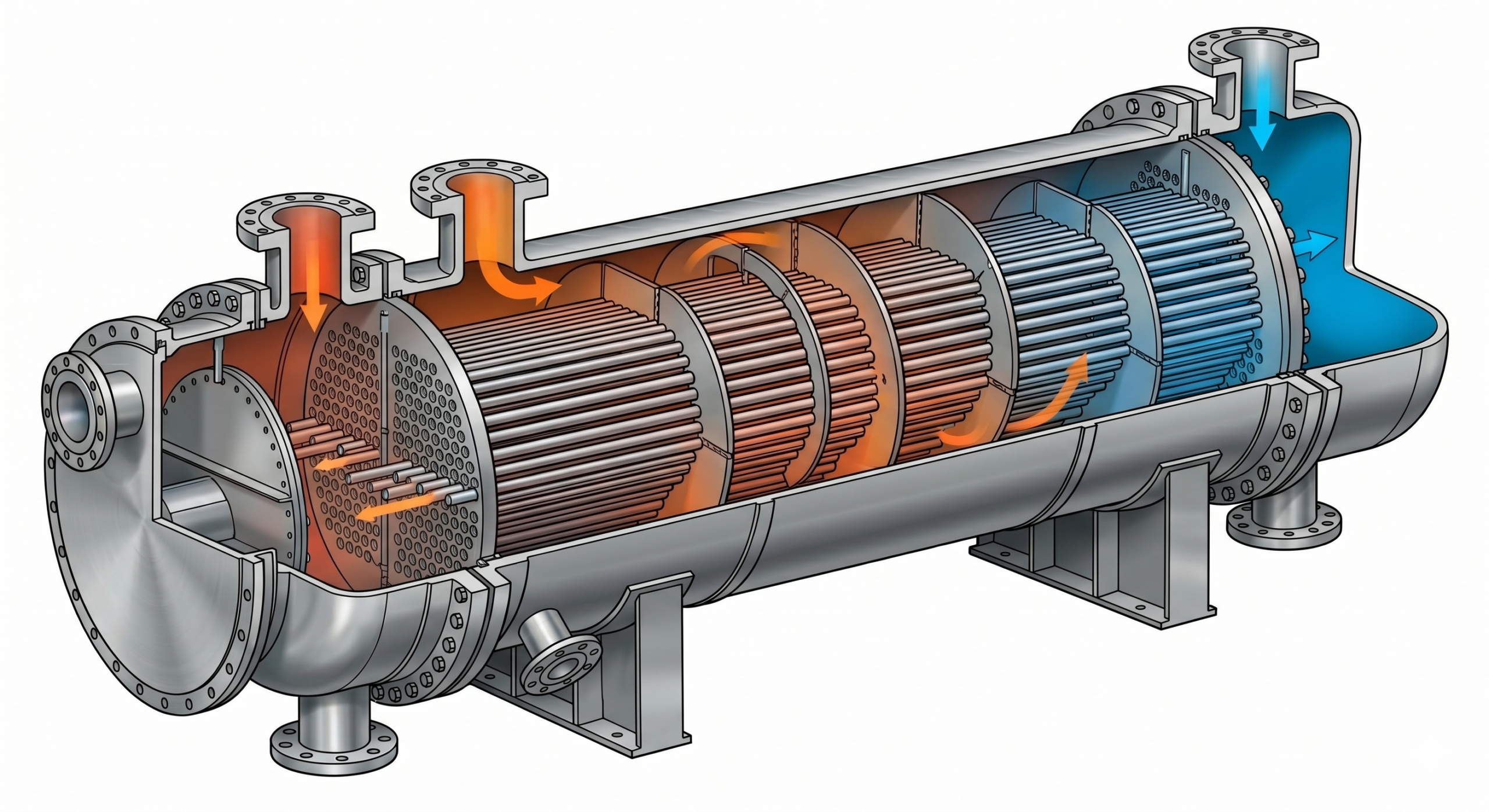
The shell-and-tube heat exchanger.
Despite the availability of:
- plate heat exchangers
- spiral exchangers
- compact exchangers
- printed circuit exchangers
- air-cooled systems
shell-and-tube units continue to dominate industrial plants across the world.
This is not because the industry is resistant to change.
It is because shell-and-tube exchangers solve a unique combination of mechanical, thermal, operational, and maintenance challenges that many alternative designs cannot handle simultaneously.
This article explains why shell-and-tube exchangers remain the preferred choice in heavy industry and why their dominance is likely to continue for decades.
Table of Contents
What Makes Shell-and-Tube Different?
The Basic Configuration
A shell-and-tube exchanger consists of:
- a cylindrical shell
- a bundle of tubes
- tube sheets
- channel heads
- baffles
- nozzles
One fluid flows inside the tubes.
The other fluid flows through the shell side around the tubes.
The fluids remain physically separated while thermal energy moves between them.
The design appears simple.
But its strength comes from its flexibility.
Shell-and-Tube Is Not One Design
A common misunderstanding is that shell-and-tube exchangers are a single equipment type.
In reality, they are a family of designs.
Engineers can modify:
- shell arrangement
- tube layout
- tube passes
- baffle configuration
- expansion accommodation
- material selection
to suit different services.
This adaptability is one of the primary reasons for their industrial dominance.
High Pressure Capability
Industrial Plants Often Operate at Extreme Pressures
Many process units handle:
- high-pressure hydrocarbons
- hydrogen-rich streams
- synthesis gas
- ammonia process fluids
- compressed gases
These services can operate at pressures that exceed the practical limits of many compact exchanger designs.
Shell-and-tube exchangers handle these conditions reliably because:
- tubes provide strong pressure containment
- cylindrical shells distribute stress efficiently
- established design codes support high-pressure construction
This makes them suitable for demanding process environments.
High Temperature Tolerance
Temperature Is Often a Bigger Challenge Than Heat Duty
Industrial plants frequently operate at:
- elevated reactor temperatures
- high-pressure steam conditions
- hot oil systems
- furnace transfer services
Shell-and-tube exchangers tolerate:
- high metal temperatures
- large thermal gradients
- long operating periods under thermal stress
Many alternative exchanger types become limited when temperature increases significantly.
Shell-and-tube designs maintain reliability across a broad temperature range.
They Handle Dirty Fluids Better
Real Process Streams Are Rarely Clean
Plant fluids often contain:
- suspended solids
- corrosion products
- catalyst fines
- polymers
- salts
- scale-forming compounds
These contaminants create fouling.
Fouling is not an exception in industrial plants.
It is an expectation.
Shell-and-tube exchangers are well suited to fouling-prone services because:
- tubes can be mechanically cleaned
- bundles can be removed for inspection
- individual tubes can be plugged if damaged
This maintainability gives them a major advantage over compact designs with narrow passages.
Mechanical Cleaning Is a Huge Advantage
Cleaning Is Part of Industrial Reality
Many exchangers are cleaned repeatedly throughout their life.
Maintenance teams may use:
- brushes
- hydrojetting
- chemical cleaning
- mechanical scrapers
Shell-and-tube units are designed with this reality in mind.
Tube bundles can often be accessed directly.
This reduces cleaning complexity and extends equipment life.
In industries where fouling is unavoidable, this capability alone justifies their widespread use.
Excellent Material Flexibility
Different Services Need Different Materials
Industrial plants process fluids that may be:
- corrosive
- toxic
- erosive
- high purity
Shell-and-tube exchangers can be fabricated using:
- carbon steel
- stainless steel
- duplex alloys
- titanium
- nickel alloys
- clad materials
This flexibility allows engineers to match material selection with process requirements.
Many exchanger types do not offer the same range of practical material combinations.
They Handle Phase Change Extremely Well
Condensation and Boiling Are Common Industrial Duties
Many important process operations involve:
- vapor condensation
- liquid vaporization
- reboiling
- steam heating
Shell-and-tube exchangers perform exceptionally well in these services.
Their geometry supports:
- vapor distribution
- liquid collection
- phase separation
- condensate drainage
This is why they are commonly used as:
- condensers
- reboilers
- vaporizers
- steam heaters
Phase-change duties are among the most important reasons for their continued dominance.
Reliability Matters More Than Compactness
Industrial Plants Prioritize Availability
In many facilities, equipment failure can cost:
- lost production
- shutdown time
- maintenance expense
- safety risk
Because of this, reliability often outweighs compactness.
A plate exchanger may occupy less space.
A compact exchanger may deliver higher thermal efficiency.
But if a shell-and-tube exchanger offers:
- predictable performance
- longer life
- easier maintenance
many plant owners prefer it.
Reliability frequently wins over theoretical efficiency.
Industry Has Decades of Operating Experience
Familiarity Reduces Risk
Shell-and-tube exchangers have been used for generations.
Because of this:
- operators understand them
- maintenance teams know how to repair them
- inspection methods are well established
- spare part supply chains already exist
When equipment is familiar, operational risk decreases.
This accumulated industry knowledge creates a powerful advantage.
Design Standards Are Mature
Engineering Confidence Comes From Proven Standards
Shell-and-tube exchangers benefit from well-established design standards.
Examples include:
- TEMA guidelines
- pressure vessel codes
- industry-specific specifications
These standards provide:
- proven design practices
- inspection requirements
- maintenance recommendations
This reduces uncertainty during design and operation.
They Accommodate Thermal Expansion Effectively
Large Temperature Differences Create Stress
As equipment heats and cools:
- tubes expand
- shells expand
- supports move
Poor thermal accommodation creates:
- leakage
- distortion
- fatigue
Shell-and-tube exchangers offer several methods to manage expansion:
- floating heads
- U-tubes
- expansion joints
This flexibility allows them to operate safely under demanding thermal conditions.
They Scale Well for Large Duties
Industrial Plants Need Massive Heat Transfer Capacity
Some process units require enormous heat loads.
As duty increases:
- exchanger size increases
- flow rates increase
- operating complexity increases
Shell-and-tube designs scale effectively to very large capacities.
Many alternative exchanger types become impractical beyond certain sizes.
This makes shell-and-tube units particularly attractive for large industrial facilities.
They Tolerate Process Upsets Better
Real Plants Do Not Operate at Design Conditions Every Day
Plants experience:
- startup conditions
- shutdown conditions
- utility fluctuations
- feed composition changes
Shell-and-tube exchangers generally tolerate these variations well.
Their mechanical robustness provides operational resilience.
This resilience is highly valued in continuous processing industries.
Why More Efficient Designs Have Not Replaced Them
Efficiency Is Only One Selection Criterion
Plate and compact exchangers often provide:
- higher heat transfer rates
- smaller footprints
- lower surface area requirements
However, exchanger selection is never based solely on thermal efficiency.
Engineers must also consider:
- pressure capability
- fouling behavior
- maintainability
- mechanical reliability
- lifecycle cost
When all factors are evaluated together, shell-and-tube designs remain competitive.
The Real Trade-Off
What Industry Gains and Gives Up
Shell-and-tube exchangers offer:
- durability
- flexibility
- maintainability
- reliability
In exchange, plants accept:
- larger size
- higher weight
- lower compactness
- higher initial material requirements
For many industrial services, that trade-off is worthwhile.
Operator Perspective
Operators often appreciate shell-and-tube exchangers because they are:
- predictable
- familiar
- forgiving during process changes
Problems typically develop gradually rather than suddenly.
This allows performance issues to be identified before major failures occur.
Owner Perspective
From a business standpoint, shell-and-tube exchangers offer:
- long service life
- lower operational risk
- proven maintenance practices
- broad vendor availability
Although they may not always be the smallest solution, they are frequently the lowest-risk solution.
Why Their Dominance Is Likely to Continue
New exchanger technologies will continue to grow.
Compact and advanced designs will expand into specialized services.
However, the core challenges of industrial plants remain:
- high pressure
- high temperature
- fouling
- maintenance demands
- operational uncertainty
Shell-and-tube exchangers were developed to handle exactly these challenges.
That is why they continue to dominate.
Not because they are old.
But because they remain remarkably well suited to industrial reality.
Final Perspective
Shell-and-tube heat exchangers dominate industrial plants because they balance thermal performance with mechanical practicality.
They can:
- handle difficult fluids
- tolerate severe operating conditions
- accommodate thermal expansion
- support mechanical cleaning
- scale to large duties
- provide long-term reliability
While newer exchanger technologies offer advantages in specific applications, few designs can match the overall versatility of shell-and-tube equipment.
In industrial plants, success is not determined by the most advanced design.
It is determined by the design that continues to perform reliably year after year.
And that is exactly why shell-and-tube heat exchangers remain the industry’s first choice.

A practicing chemical engineer with 17+ years of experience in process design, project execution, commissioning, and plant operations. Focused on practical engineering judgment beyond textbook explanations.